
铝合金表面化学覆膜与电泳漆、粉末涂料的配套性研究
铝合金建筑型材粉末涂料静电喷涂
毕宇虹
(西北铝加工厂 甘肃省陇西市 748111)
【摘要】 在金属表面处理技术中,粉末涂料静电喷涂技术发展较晚,但与阳极氧化着色技术相比有许多优点,很有发展前途。本文介绍了用在铝合金建筑型材上的这种技术的原理、工艺、所需设备及其检验等有关事项。
粉末涂料静电喷涂技术是金属建筑材料及装饰材料表面处理技术之一。用该项技术方法处理的制品表面涂层有耐腐蚀性抗冲击、附着力强、颜色多样、色泽均匀、耐侯性好等一系列优点。该技术己在家用电器、彩色钢门窗等方面得到广泛应用,并已开始在铝合金建筑型材表面处理上得到应用。由于它明显优于阳极氧化着色技术,发展前景十分看好。
1粉末涂料静电喷涂基本原理
粉末涂料静电喷涂分为三类。第一类是高压静电法,第二类是摩擦静电法,第三类是接触充电法。但是,在铝合金建筑型材应用最广的是第一类方法。
无论哪一种方法其基本原理都是使粉末涂料粒子充电,而后所带电粒子喷射到接地工件表面上而被吸附再通过烘烤使粉末涂料固化,从而达到涂装目的。
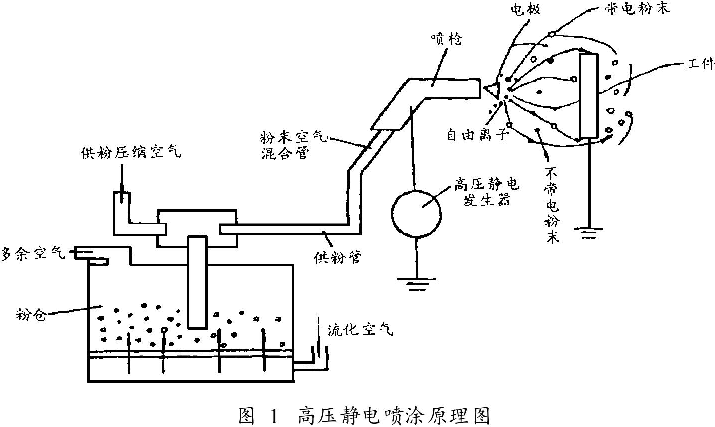
图1是高压静电喷涂工作原理图。粉末从粉仓被送到供粉管,最后到达喷枪枪体上电极和高压发生器相联,高压电极产生高压静电场,其强度超过空气被电离所需的强度,当粉末通过该区域时,粒于与电场电离空气粒子碰撞形成带负电荷粒子,然后随气流被 送到接地工件上,并且被吸附在工件表面上。
2粉末涂料高压静电喷涂工艺
由于铝合金建筑型材大部分都是采用高压静电喷涂,所以只介绍这种生产工艺。
粉末涂料静电喷涂工艺由表面预处理、静电喷涂和加热烘烤三个主要工艺程序组成,现分述如下:
2.1表面预处理
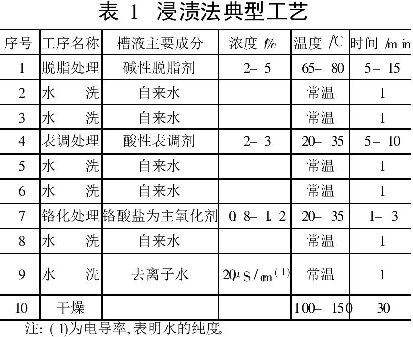
表面预处理目的主要是通过脱脂和表面调质,除去型材表面油污、脏物、手印痕、轻微挤压缺陷以及自然形成的氧化膜,实现型材表面干净平整,然后再经过以铬酸盐为主的化学氧化法处理而获得0.5-2µm铬化盐氧化膜,由于该膜含有大量极性基因,与型材表面以化学形式相结合而不是一般的涂盖,因而在粉末加热烘烤固化时,型材、铬化膜、粉末三者产生化学链交联,从而使涂层附着力大大加强脱脂表面调质和铬化后都要进行彻底的水洗,一般每道工序后都要水洗两次。铬化后的水洗要用纯水通过水洗去掉表面残留物。预处理分为喷淋式和浸渍式两种。
预处理后应立即进行表面烘干,使型材表面不残留水分,干燥温度最好不超过150℃。温度过高将使铬化膜过多失去结晶水而发生转型,变得疏松而使涂层附着力降低。
预处理过程中所使用的脱脂剂,表面调质剂铬化氧化剂由国内专门厂家生产,目前属于专利产品。
2.2高压静电喷涂
根据静电喷涂基本原理,粉末涂料粒子在静电电场作用下,借助压缩空气的推动吸附在型材表面上。由于“自限效应”涂层很均匀,并在几秒钟内就可达到技术标准规定60µm的要求。
反映静电喷涂效果最重要指标是涂覆率,即型材表面实际沉积粉量与喷枪出粉量之比它与电场强度、供粉量粉末本身性质以及工作环境等有关。
一般在低电场强度下,增加电场强度可提高涂覆率,最终趋于一个饱和值如果再增加电场强度,反而会产生静电屏蔽和粉末反弹现象会降低涂覆率。通常静电压为30-90kv。
粉末自身性质对涂覆率有直接影响粉末电阻率高,它在型材表面上不易失去电荷,停留时间就长,相应提高涂覆率。粉末粒度大小也有一定影响,一般粉末由10-90µm微粒组成,其尺寸平均值与标准偏差值愈近愈好。
出粉量在一个适中范围内可增加涂覆率,但是,如果超过这个值,涂覆率反而随出粉量增加而降低。
为保证喷涂工序质量,必须保持喷涂型材表面干燥、清洁,传送粉末的压缩空气干净、无油、无水。
2.3烘烤固化
加热烘烤固化,就是通过加热烘烤使吸附在型材表面上的粉末熔融排出粉末间隙气体,逐渐流平,胶化、固化成膜它是粉末涂料静电喷涂的重要工艺过程,对涂层质量有重要影响,其中加热烘烤温度和时间是两个重要工艺参数。
烘烤温度必须保证涂料熔化并达到交联固化作用,一般根据涂料性质而定对于聚脂粉末涂料加热烘烤温度为180-200℃。当温度过低时,哪怕时间再长也达不到固化效果。温度过高会引起涂层光泽颜色等变化。
烘烤时间对涂层质量也有着至关重要的影响,烘烤时间不足会造成涂料粉末不能完全固化,而导致涂层发脆、表面不平、甚至附着不牢有剥落。对于聚酯粉末涂料烘烤时间为10- 15min。
升温速度对涂层质量也有一定影响,升温速度快,涂层完全固化所需时间相对要短,而且流平性也好。
3粉末涂料主要品种
粉末涂料主要有热固性和热塑性两种
3.1热固性涂料
有聚酯粉末,环氧粉末和丙烯酸粉末。这些粉末涂料都能在一定温度下熔融流平进行化学交联固化成膜,固化后的涂层再遇热后不会重新熔化。
3.1.1聚酯粉末涂料
该种涂料涂层具有较好的附着力、光亮度高、流平性好、涂层丰满、涂装性能好、耐侯性良好。
这种涂料主要由苯二甲酸、乙二酸一类多元酸与乙二醇丙三醇等多元醇经缩聚而成经过调正配比可获得羧基型和羟基型两种。其中羟基型聚酯树脂综合性能最佳因此,大多数铝合金建筑型材在进行静电喷涂时都采用这种粉末涂料。目前,这种涂料国内己能大批量生产。
3.1.2环氧粉末涂料涂层具有良好的附着力、耐腐蚀性和强度但耐侯性差,在户外使用易老化,不易做成浅色故建筑型材表面喷涂不常用这种涂料。
3.1.3丙烯酸粉末涂料的涂层具有优良的耐侯性,不易褪色,抗蚀性也好,但附着力和颜色分散性较差,因此它的使用也受到一定限制。
3.2热塑性粉末涂料
有聚氯乙烯、聚乙烯聚丙烯、氟塑料等,它们遇热可熔融流平,冷却后固化形成涂层,这类涂料多做功能性涂层,很少应用到表面修饰要求较高的建筑型材表面处理上。
4粉末涂料静电喷涂所需主要设备
4.1预处理设备
目前,预处理方式有浸渍和喷淋式两种。所需设备与阳极氧化基本相同,主要是预处理槽和喷淋室。基中脱脂槽、表面调质槽和铬化槽都要进行防腐蚀处理,并配置加热和空气搅拌以及配备纯水制耳又、废槽液处理等设备。
4.2高压静电喷涂设备
主要有喷粉枪、静电发生器、喷粉室、升降装置、供粉装置、粉搜集装置、料挂、传送链及所属控制系统等
4.3固化设备
一般采用空气循环式加热烘烤固化炉。加热方式有电、燃油、燃气等,从室温加热,升温速度20-25℃/min。一般都做成长条箱式的其长度都在25-30m,内空高度2m,内空宽度600- 800mm。
5喷涂产品检验项目
建筑型材除检验化学成分、机械性能、尺寸偏差、表面质量、几何形状外,最重要是检查鉴定涂层质量。根据国外、国内有关技术标准要求检验项目有划格、弯曲、冲击、杯突硬度、光泽、色泽、耐盐雾性、耐灰浆性耐侯性等。
6常见主要废品
生产中最常见的废品有涂层裂纹、剥脱、厚度不均、桔皮、粉豆、漏喷等。
产生这些废品的主要原因有使用不合格或过期涂料,表面预处理不好,料挂过于密集,喷枪与料距离不当,风压不稳定,高压风中含有水、油、污物,电压、风压调整不当,固化温度与时间控制不当等因素。
7结束语
这项技术在国外已有三十多年的历史,已有取代传统的铝表面阳极氧化着色的趋势。在国内目前有15条生产线,其中引进9条,生产能力67.5Kt/a。除了上面提到过的优点外,粉末涂料静电喷涂还具有节能、安全、污染性小的特点,现在多用在家电、彩钢门窗上,在建筑铝型材上应用不多,但其潜在市场非常广阔。相信在此方面所做的探讨和研究会促进它的大力发展。
