
可免钝化涂装的纳米材料复合粉末涂料研制
铝合金表面化学覆膜与电泳漆、粉末涂料的配套性研究
杨超英
(东风汽车有限公司工艺所,湖北十堰442001)
[摘要] 结合军用越野车铝合金件涂装国产化工作的需要,研究了铝合金件前处理工艺和配套材料,对铝合金板材处理的不同化学转化膜与电泳漆和粉末涂料配套后进行机械性能、耐腐蚀性能对比试验,确定了军用越野车铝合金件使用的前处理化学覆膜类型和涂装材料,已在生产上应用。
0 引 言
汽车业的发展对车体提出了轻量化及高耐蚀性要求,铝材使用比率逐渐升高,国外约占5%,国内生产的卡车车体铝合金件所占比率比较低,东风越野车公司开发生产的高性能军用越野车,其车身就含部分的铝合金板材件、铝合金型材件及铸锻件,约占车身材质的30%。因此,必须要有合适的前处理材料与油漆材料相匹配来满足铝合金件的涂装要求。
由于铝合金板与冷轧钢板的表面状态存在较大的差异,铝合金板表面比冷轧钢板表面光滑,涂膜附着力差,铝合金材质基体金属元素及结构与冷轧钢板不同,它们的差别是否影响铝合金材质上的磷化反应,是否会影响所生成的磷化膜的内在结构,铝合金材质采用化学型的漆前表面处理剂是否需要有相应的对策和变化,需要我们进行试验探讨。另外,纯铝的强度较低,在铝中加入镁等元素,制成铝合金,强度虽然有提高,但耐蚀性却下降,这就需要根据使用环境的要求,对铝合金件进行表面化学转化膜处理,提高与其配套涂层的附着力和耐蚀性。实际生产过程中对铝合金件进行涂装会存在以下的问题。
(1)铝合金件和冷轧钢板件一起进行电泳涂装时,涂装前不进行化学表面处理,会出现厚薄不一、光泽不同的涂层。
(2)铝合金件与冷轧钢板件一起进行磷化处理时,磷化处理液中铝离子的积累超过一定量,会造成冷轧钢板磷化不上,影响磷化处理液的稳定性,必须补加含氟的添加剂。
(3)铝合金件不耐强碱性脱脂液的浸蚀。针对上述问题,按照东风越野车公司制定的高性能越野车涂装技术要求,结合高性能越野车铝合金件涂装国产化的工作,研究铝合金件前处理工艺及配套材料,最终达到应用于生产的目的。
1化学覆膜试验结果
用普锌磷化处理剂、低锌磷化处理剂、非铬酸处理剂、铬酸处理剂、磷酸铬酸处理剂分别处理铝合金试板后与电泳漆、粉末涂料进行性能对比。
1.1试板制备
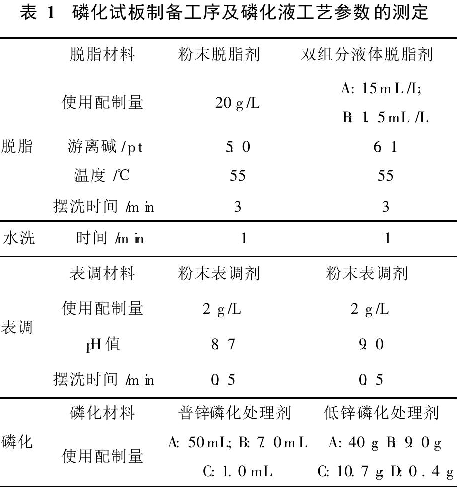
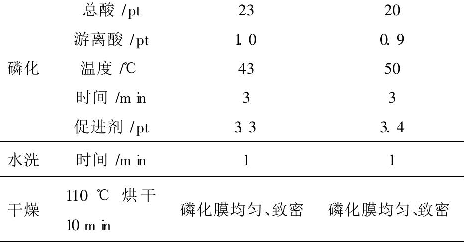
按配套的脱脂剂、表调剂、磷化处理剂配制方法各配制1L工作液进行试验,磷化试板制备工序及其工艺参数的测定见表1。
1.2磷化膜性能
对08Al冷轧钢板和铝合金板的磷化处理性能测定结果见表2
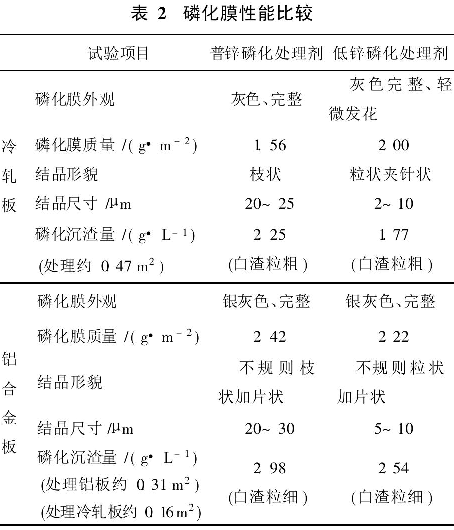
表2试验数据表明,两种磷化剂处理铝合金板的磷化膜均匀完整,结晶形貌与冷轧钢板比较接近,所不同的只是铝合金板磷化结晶的均匀性略差。
1.3铝合金板磷化与现生产用漆配套性能
对08Al冷轧钢板和铝合金板进行磷化处理,并与电泳漆、粉末涂料进行性能对比试验,试验用铝合金板牌号为3004力学冲击性能采用0.8 mm厚铝合金板,其他性能试验均用1.3 mm厚铝合金板;采用H11-96灰色阴极电泳漆的施工电压为200 v,烘干条件180℃,30min膜厚14~15µm;X11-54黑色聚丁二烯阳极电泳漆的施工电压为70 v,烘干条件180℃,30min膜厚17~18µm;ST -2黑阴极电泳漆的施工电压为110 v,烘干条件170℃,30min膜厚16~17µm;黑环氧聚酯粉末涂料的施工电压为80 kV,烘干条件180℃,30min膜厚40~50µm。结果见表3~表5。
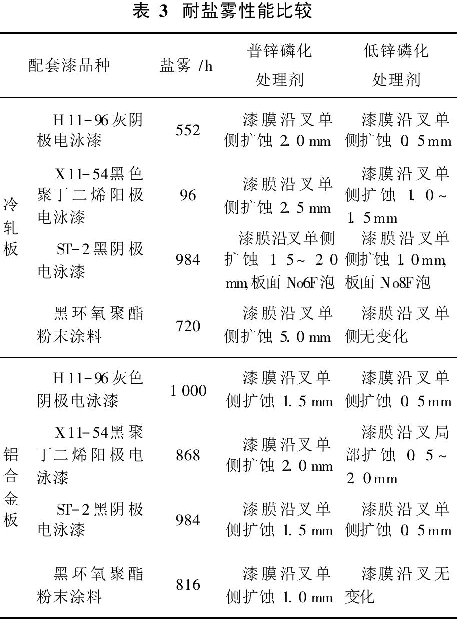
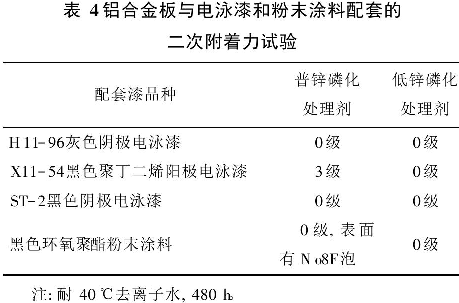
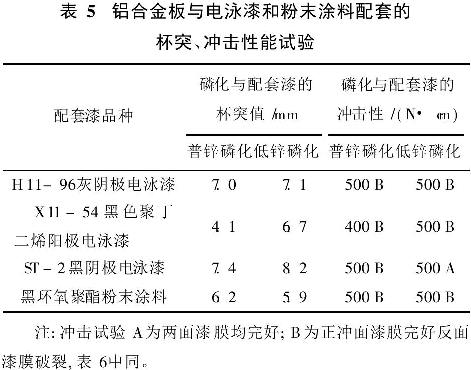
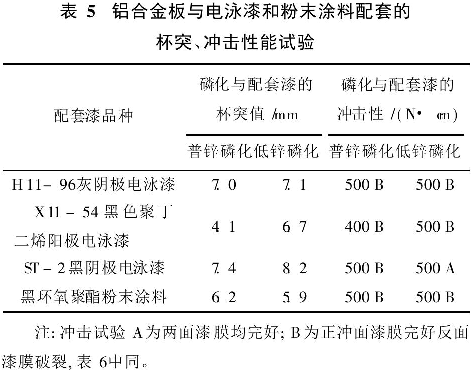
表3表明,铝合金板经上述两种磷化液处理后,与现生产用漆配套的耐盐雾性能优于冷轧钢板磷化的耐盐雾性能。
表4表明,铝合金板经普锌磷化处理后,与X11-54黑色聚丁二烯阳极电泳漆配套耐40℃去离子水的二次附着力较差。
表5表明,铝合金板低锌磷化与配套漆的耐杯突性能比普锌磷化好;铝合金板普锌磷化与X11-54黑色聚丁二烯阳极电泳漆配套,漆膜耐冲击性较差;铝合金板低锌磷化与ST-2黑阴极电泳漆配套,漆膜耐冲击性能最好。
1.4(非)铬酸盐处理剂性能
按配制方法各配制1 L(非)铬酸盐处理剂工作液对清洁的铝合金板进行化学处理,工艺参数的测定及性能比较试验见表6。
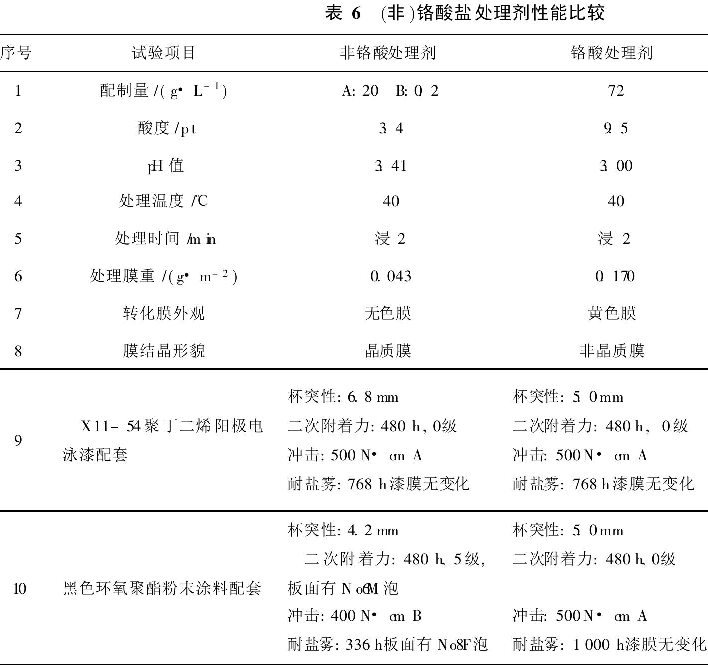
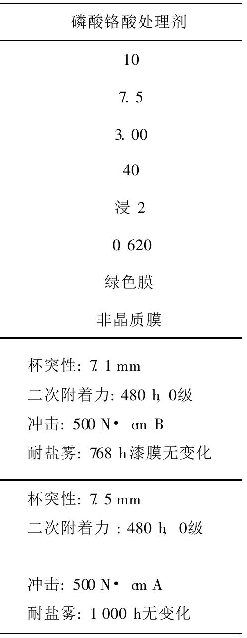
表6试验数据表明,铝合金板非铬酸处理与环氧聚酯粉末涂料配套性能较差。
2生产应用
选择低锌磷化处理剂与ST-2黑阴极电泳漆配套,在一条油漆线上进行投槽生产应用。
2.1涂装工艺流程
铝合金件、镀锌板件、冷轧钢板件→脱脂→水洗→表调→磷化→水洗→去离子水洗→电泳→水洗→去离子水洗→烘干。
2.2磷化液工艺参数控制及维护
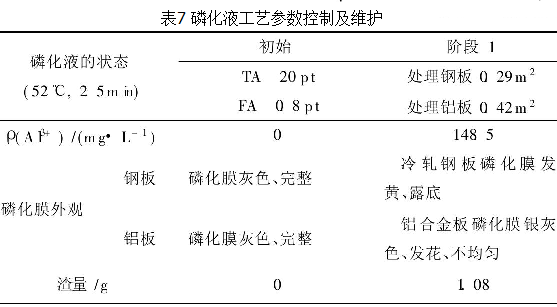
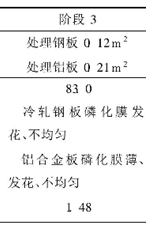
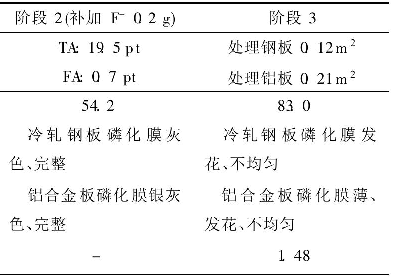
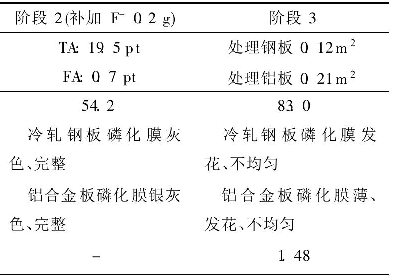
在生产过程中,铝合金件与冷轧钢板件一起进行磷化处理,由于铝合金件表面部分铝的溶解超过允许量,造成冷轧钢板件磷化不上,影响磷化处理液的稳定性。针对上述问题,按照工艺要求配制1L低锌磷化液,摸拟生产处理冷轧钢板和铝合金板,做磷化液稳定性试验,结果见表7。
从表7试验结果表明,铝合金板经低锌磷化处理后,溶解出的Al3+蓄积到一定量后,在磷化液的pH值为3.3左右时,先行沉积出APO4,阻止磷酸锌结晶形成,从而导致冷轧钢板表面磷化膜变差。因此,为维护磷化液的正常,磷化处理液中Al3+最好维持在50mg/L以下。在铝合金板磷化处理量比较少的情况下,按工艺正常补加浓磷化液,可满足处理要求。在铝合金件磷化处理量比较大的情况下,除按工艺正常补加浓磷化液外,还要根据日常处理铝合金件面积定时测定磷化溶液中Al3+的含量,来补加含氟的添加剂,目的是配位溶液中的Al3+部分形成沉渣除去,表7中的试验数据对指导生产起到很好的作用。
![]()
3结语
通过铝合金板漆前处理材料与油漆配套性的试验研究,基本了解铝合金板与冷轧钢板磷化的异同点,摸清了铝合金板涂装抗蚀性对前处理的相依关系。尽管铝合金板基本组成元素与冷轧钢板有本质差别,但铝合金板上的磷化反应与冷轧钢板上的磷化反应仍然很相似,铝合金板上低锌磷化与冷轧钢板上的低锌磷化同样为圆粒状结晶,与电泳漆、粉末涂料配套后的耐盐雾试验结果证明在冷轧钢板上抗腐蚀最好的低锌磷化在铝合金板上也仍然最好。铝合金板经铬酸盐处理与电泳漆、粉末涂料的配套性能也比较好。考虑到环保等实际问题,对现有汽车涂装油漆线使用的磷化处理液进行适当的调整,均可以进行冷轧钢板和铝合金件的混合涂装。
