
粉末涂料和喷涂工艺对涂层质量的影响
聚氨酯粉末涂料
在摩托车发动机箱体涂装中的应用
吴防修
(济南轻骑发动机厂,250101)
摘要: 概述了非溶剂型涂料发展趋势及聚氨酯粉末涂料的组成、固化原理、物化性能和主要技术指标。介绍了聚氨酯粉末涂料在摩托车发动机铝合金箱体涂装中的应用及涂装工艺。
1前言
众所周知,溶剂型涂料在施工及固化过程中,溶剂挥发易造成空气污染。且常用的溶剂又易燃、易爆,给运输、贮存,特别是使用带来很多不安全因素。因此,各国对非溶剂型涂料进行了大量研究和开发。目前非溶剂型涂料的发展呈两大趋势,一是发展水溶性涂料,另一个是发展防腐能力强、耐候性好、无污染、无毒的粉末涂料。
粉末涂料,特别是聚氨酯粉末涂料已在家电、空调、建材、汽车部件和摩托车部件中得到广泛应用。德国BASF公司己将该涂料体系用于汽车车身和窗框,美国亦准备将其应用于要求高抗冲击的车辆上。济南轻骑发动机厂对聚氨酯粉末涂料在发动机铝合金箱体涂装的应用,经过几年的实际生产,己取得许多突破性进展。
2聚氨酯粉末涂料
2.1基本组成
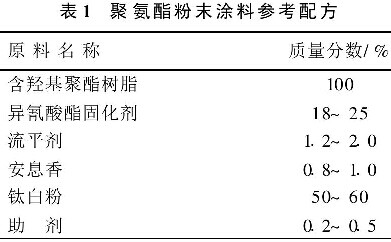
聚氨酯粉末涂料以含羟基聚酯树脂与封闭异氰酸酯固化剂为基料,加流平剂、颜填料等经混合,熔融,挤出,粉碎而成。
2.2聚氨酯粉末涂料的性能及指标
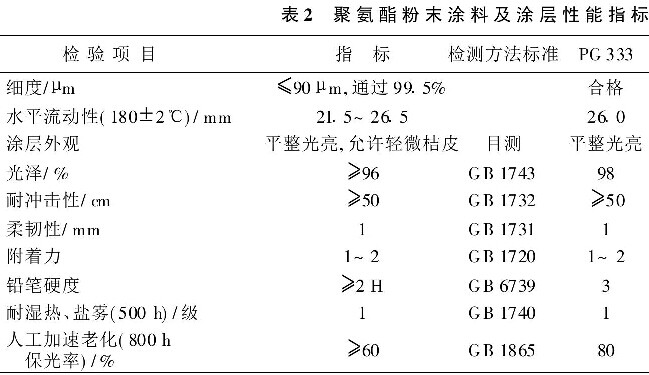
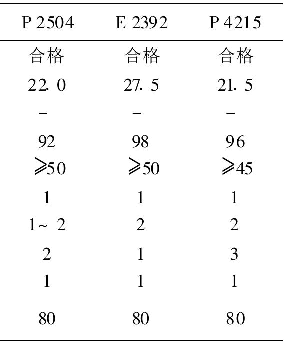
聚氨酯粉末涂料的性能基本是由基料决定的,作为聚氨酯涂料基料的含羟基聚酯主要有PG 333羟基聚酯树脂、Vralac P 4215、Crylcoat E 2392和Vralac P 2504。将基料与固化剂配合,加入流平剂、安息香、钛白粉、助剂按表1所列配方制备聚氨酯粉末涂料。用以上几种物料制成的聚氨酯粉末涂料其性能及指标经检测,结果列于表2。
3聚氨酯粉末涂料涂装
以济南轻骑发动机厂引进的聚氨酯粉末干法涂装生产线为例,介绍采用高压静电喷涂技术对发动机铝合金箱体进行涂装。
3.1涂装前处理
聚氨酯粉末涂装与一般涂装区别不大,要经过除油(脱脂),除锈,磷化等前处理,并清洗,烘干水分后进行涂装。针对铝合金箱体件,除油(脱脂)采用上海帕克濑精生产的弱碱性脱脂液,在50~70℃条件下清洗3min。其主要成分为:Na2CO3 20 g/L;水玻璃20g/L;K2Cr2O7 2g/L;肥皂适量。复膜磷化液主要采用ZnPh系磷化液,磷化温度为40~60℃,时间为1.5 min,烘干温度100℃。
3.2粉末涂装设备
聚氨酯粉末涂料涂装对于批量连续生产,采用机械悬挂式输送链进行连续高压静电涂装的工艺,典型的涂装工艺为:工件→除油(脱脂)→清洗→除锈→清洗→磷化→清洗→烘干→高压静电喷涂→流平固化→成品件下线。
涂装前处理设备为6工位通道式聚合清洗机,设备结构:槽体、喷射系统、槽液加热、过滤沉淀装置、通风装置。可控硅温度自动控制烘干、流平固化烘道。高压静电粉末喷涂设备为Wagner- ESB,工作电压50~70 kV,涂层厚度45~55µm,固化温度180℃/15min或170℃/ 25 min。
涂装生产流水线全线设置5个工作点的急停控制装置,具有互相联锁等功能。
4结语
济南轻骑发动机厂采用聚氨酯粉末静电喷涂技术对TB 50系列、AG 50系列、GS 125系列发动机铝合金箱体涂装的成功应用和生产证明,热固型聚氨酯粉末涂料高压静电喷涂技术是可行和先进的,极具推广价值。它以其无溶剂污染、无毒、施工方便、涂装质量高、耐候性强、自动化流水线生产、周期短、节约能源等优点将有力推动涂装技术的发展和进步。
