
硝酸预浸在阳极氧化膜封质量检测中的应用
阳极化铝封孔方法综述
[美国] Benjamin S.Yaffe
张永甲 译;洪永先 校
封孔的定义是:“通过吸附、化学反应或按其他机理所进行的一种处理,以增强氧化膜的抗污染、耐腐蚀性能,改善氧化膜颜色的耐久性,或赋予氧化膜多种其他有用特性。”
多年来,铝阳极氧化膜的封孔理论一直是个有争议的问题。作者参阅了大量有关文献,决定抛开封孔技术方面的问题,只就各种封孔法的具体特点作出评述。
为什么要封孔?
铝的阳极化能够使其表面生成多孔的阳极氧化膜。在某些阳极化条件下生成的氧化膜,其单位投影面积上的表面积非常大。这是因为每个膜孔的尺寸极小,特别是每个六角胞状结构上的膜孔间距极窄,致使膜孔数量极多的结果。在2.54毫米见方面积上的膜孔数和地球上的人数差不多。由于铝阳极氧化膜的多孔性和大的表面积,其表面具有很高的化学活性。
如果不对这些膜孔进行填封或堵塞,则在腐蚀性环境中,污染物会吸附在膜孔内,使阳极氧化膜的耐蚀性降低。“封孔”的目的就是使新生成的阳极氧化膜表面由化学活性转化为化学惰性。据估算,封孔处理能使阳极氧化膜表面的孔隙率下降约99%,这样就极大地改变了其表面特性。
总之,封孔的目的是使氧化膜具备下述优点:
1.防止阳极化表面在使用过程中外观变差;
2.提高了阳极氧化膜的耐候性;
3.增进阳极氧化膜耐点蚀的能力;
4.对染色膜来说,能充分增强其染色牢度;
5.降低了耐磨性,但获得了最佳的耐磨-耐蚀综合性能;
6.增大了阳极氧化膜的电阻,特别是提高了其在潮湿环境中的电绝缘性能。
封孔方法
自阳极化处理开始受到人们重视以来,阳极氧化膜的封孔方法在工艺上和理论上都曾有过很多变化。下面列出的是多年来发展出的用于阳极化铝的某些封孔方法:
有机物封孔法
蒸汽封孔法
热水封孔法
醋酸镍封孔法
二次封孔法
重铬酸盐封孔法
常温封孔法
其他封孔法
从时间顺序上来看,封孔处理温度也由高到低大幅度下降。兹说明如下:
高温封孔 98℃以上
中温封孔 71~88℃
常温封孔 27~35℃
高温封孔法
高温封孔法的优缺点将在下面介绍的热水封孔法和醋酸镍封孔法中讨论。
中温封孔法
这类封孔法能够解决热水封孔时易出现的染色膜去色问题。使用醋酸镍或醋酸镍加醋酸钴溶液封孔,并将封孔温度降低到71~88℃,即可防止上述问题的发生。
常温封孔法
这类封孔法的封孔化学反应机理与其他封孔法的不同。在美国、意大利和远东的一些国家,常温封孔法已被用于阳极化铝建筑型材的封孔,但在世界其他地区,特别是在英国,其使用尚受到限制。
各种封孔方法及其工艺参数和优缺点将在下面分别叙述。
有机物封孔法
前面已经提到,阳极化铝表面的多孔性给其带来一系列问题。人们发现,用某些油脂、石蜡和挥发性漆处理氧化膜能克服这些问题。有机物封孔法虽然仍用于某些特殊场合,但更常用的封孔方法是多年来发展出的各种其他方法,以改善阳极氧化膜的耐蚀和耐化学药品性能。
蒸汽封孔法
1929年,日本有人研究发现,蒸汽封孔法比当时使用的其他方法更有效。用该法处理的阳极氧化膜的抗染色膜去色和褪色性能更佳,同时还能提高其耐蚀性能。据认为,该方法与沸水封孔法的封孔效果差不多,且对于某些使用方面,如能恰当地利用和调整封孔系统,其封孔效果还能优于沸水封孔法的。蒸汽封孔法在日本、远东其他地区和德国得到了应用,但由于其工艺成本高,使其未能得到推广应用。
与水封法相比,蒸气封孔法的优点:
1.水合反应快,即封孔时间短;
2.封孔质量不依赖于水的纯度和pH值;
3.可保证获得稳定的封孔质量;
4.染色膜的去色倾向小。
蒸汽封孔法的缺点:
1.设备安装费用高,操作复杂。
2.封孔容器必须完全密封,才能保证蒸汽压不低于大气压。
3.有时空气不易排净。
4.过量蒸汽必须排放掉,否则其在设备内的冷凝会带来一系列问题。
总之,蒸汽封孔法存在的某些问题通过采用设计合理的设备是可以克服的,但另外一些问题使其与1934年以来陆续问世的其他方法相比,就不太可行了。
热水封孔法
热水封孔法自1934年获准专利以来,一直被大、小阳极氧化厂家广为使用。几年前的一项调查表明,美国约有20%的主要铝建筑型材阳极氧化厂家使用热水封孔法。
热水封孔法需要使用温度等于或接近沸点的去离子水或蒸馏水。该封孔法既简单而又行之有效。其封孔原理简单地说就是使氧化铝转化成一水软铝石,其结果使氧化膜表层体积增大,漫过并封住其多孔结构。处理后的阳极氧化膜与未封孔的相比,在大多数腐蚀环境中表现出更好的耐蚀性能。封孔层的化学稳定性使其更耐化学腐蚀。
推荐使用的典型的热水封孔工艺参数列于表1。
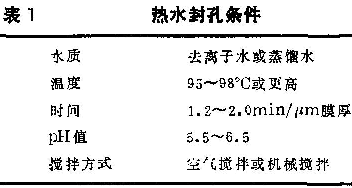
对热水封孔法来说,影响其封孔效率的关键因素是水温、封孔时间、水质、pH值和搅拌等,这些因素对封孔效率的影响情况分述如下:
水质
水质(是自来水还是去离子水或蒸馏水)是影响封孔效率至关重要的因素。根据许多人独立研究的结果,人们确定了封孔水中主要有害杂质的允许最大含量指标,其数值如下(ppm):
SO42- 250
Cl- 100
PO43- 15
SiO32- 10
F- 5
虽然磷酸盐属于主要有害杂质,但为了减少表面挂灰,建议封孔水中至少有3ppm的PO43-。
温度
为了获得最快的封孔速率和最佳的封孔效果,封孔槽液温度宜维持在规定的范围内。与沸水封孔的情形相比,在95℃热水中封孔时,封孔时间有所延长;低于90℃时,封孔时间显著增加。
时间
封孔时间是阳极氧化膜厚度的函数,每微米膜厚对应的封孔时间为1.2~2.0分钟,总的封孔时间为10~30分钟。
pH值
一般说来,pH值越高,封孔速率越快。如上所述,pH值在5.5~6.5范围内的封孔效果最佳。如果pH值低于5.5,封孔速率会随酸度的提高而大大降低,同时还会造成多种染色膜的去色。如果pH值高于6.5,则氧化膜表面会严重粉化或挂灰,需耗费大量人力和时间予以清除。封孔槽液的pH值可加氨水或醋酸调整,加氨水使之升高,加醋酸使之降低。
搅拌
为了保证整个槽液pH值的均一和不断地更新与工件表面接触的溶液,推荐使用空气搅拌或机械搅拌。搅拌还能保证槽液温度稳定,且有助于防止氧化膜表面挂灰。
浸洗
经过阳极化处理的工件在封孔前要进行充分浸洗,这对保证封孔质量是非常重要的。浸洗不足会把阳极化槽内的酸液带入封孔槽液中,因而造成污染。为了消除这种污染带来的不良影响,需要不断向封孔槽内添加化学药品进行中和,还需要经常更换槽液,致使工艺成本提高。
总之,尽管热水封孔是阳极化工业广为接受的封孔方法,但仍存在着如下一些缺点:
1.能耗大;
2.封孔时间长;
3.降低了氧化膜的硬度;
4.封孔温度高会使操作人员感到不适,特别是在夏季;
5.蒸发出来的水汽对厂房的天棚和上层结构有腐蚀作用;
6.在冬季,蒸汽在天棚冷凝后,往往会滴落在操作人员身上和设备上。
醋酸镍封孔法
热水封孔法存在的主要问题之一是染色膜的脱色问题。人们用多种金属盐溶液进行了封孔试验,从这项试验研究中发展了醋酸镍溶液。目前醋酸镍已是市场上出售的大多数专利封孔液的主要成分。
在用醋酸镍溶液封孔的过程中,有下述几种起不同作用的化学反应:
1.使阳极氧化膜孔隙封闭的水合反应,这与热水封孔时的情形相同;
2.氢氧化物在膜孔内的沉淀反应,这能防止染色膜的去色;
3.镍与染料分子间的化学反应,生成一种新的金属络合物。
醋酸镍封孔法的典型特征可能是其使用温度范围宽,可用于高温封孔、中温封孔、二次封孔和常温封孔。下面列出的是高温和中温封孔的典型工艺参数,其他封孔法将在有关章节中讨论。
高温封孔
该封孔法的典型工艺参数见表2。
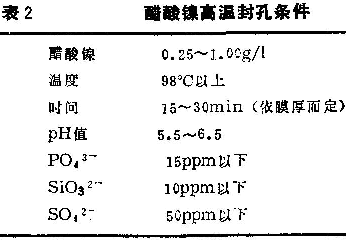
这是铝阳极化工业使用的典型醋酸镍封孔工艺。然而,该方法也存在着一些与热永封孔法相同的缺点,如能耗大、易于挂灰、氧化膜硬度降低、封孔时间长及安全和通风方面的一些问题。
中温封孔
该方法不仅同高温封孔法一样能防止染色膜的去色,而且具有下述优点:
1.对一般的封孔参数变化不太敏感;
2.采用优质自来水配制封孔液,即可保证封孔质量;
3.减少了挂灰现象;
4.节能约30%;
5.在膜孔内生成的氢氧化镍是无色的,使该法不仅适用于染色工件,而且适用于无色工件。
中温封孔法的典型使用条件列于表3。
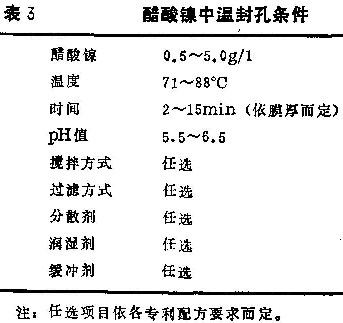
值得注意的是,在含有任选添加剂,特别是含有分散剂的醋酸镍溶液中封孔时,封孔后的阳极化铝宜进行耐紫外线辐射试验。加分散剂的目的是为了防止挂灰,然而某些类型的添加剂暴露在阳光下时,可能会因光致分解而泛黄,其泛黄程度取决于分散剂的化学成分及其在封闭膜层内的含量。这种缺陷有的在封孔后数小时就能发现,有的却要在封孔后至少24小时才能察觉到。此外,如果封孔槽液控制不当,为了防止过量的分散剂在槽内积聚,则需要经常更换槽液。
二次封孔法或双级封孔法
许多年前,汽车工业曾一度面临着严重的返修问题,这一问题是由于汽车外部装饰用的光亮阳极化铝零件的耐蚀性欠佳而造成的。经调查发现,出现腐蚀问题与封孔不当有直接关系。在当时,质量控制检验和工艺标准尚不能保证装饰性阳极化铝零件的封孔质量始终符合汽车材料规范的要求。随着醋酸镍预封孔工艺的出现,使阳极化铝零件的封孔质量保持高水准几乎是件很平常的事。
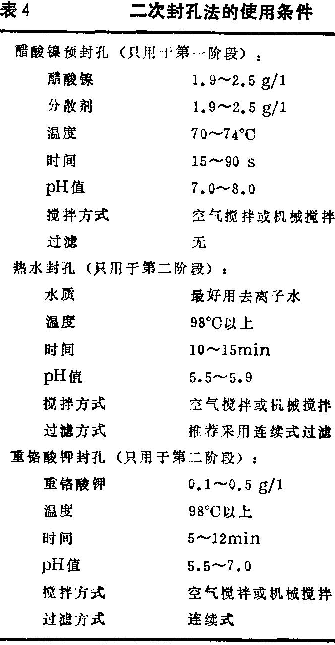
“二次封孔法”是指先进行醋酸镍预封孔,然后进行热水封孔或重铬酸钾封孔的处理工艺。这种封孔工艺对无色的和着色的阳极化铝零件均适用。表4为醋酸镍预封孔、热水和重铬酸盐溶液封孔的典型工艺参数。
重铬酸盐封孔法
该封孔法目前仅限于对2024等高强铝合金阳极化零件的封孔,其应用的前提是:其产生的橙黄色不影响产品的外观质量,且其对零件提供的附加缓蚀保护作用是有益的。
这类封孔法主要用于军事和航空工业无色阳极化铝零件的封孔,其他主要用途之一是在汽车工业中作为前面讨论的醋酸镍预封孔的补充处理方法。
重铬酸盐封孔法的典型工艺参数见表5。
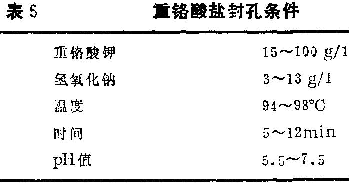
对于耐蚀性要求较高的零件,推荐使用浓度较高的重铬酸盐封孔液进行处理,而使用低浓度的封孔液无疑会减少重铬酸盐的消耗量。
为了提高封孔效率及控制封孔液的pH值,可在槽液中添加适量的氢氧化钠。重铬酸盐封孔法可用于处理染色膜而无去色之虞。
常温封孔法
自50年代开始,一些常温封孔工艺陆续面世,其中包括使用鞣酸。1968年至1974年,日本有人以氰铁酸盐和氟化镍溶液为基,对各种常温封孔工艺进行了研究,但这些工艺在当时并未得到实际应用。
到了80年代,意大利有人对使用温度为30℃、封孔时间至多为15分钟的氟化镍常温封孔液进行了深入研究。后来,在处理无色阳极氧化膜时,为了消除因镍络合物沉积而呈现出的淡绿色调,封孔液中又添加了少量的醋酸钻。他们的研究结果表明,用常温封孔法封孔的氧化膜,其耐蚀性和填封质量实际上可与常规热液封孔法的相媲美。
常温封孔法有时亦称作浸渍法,其封孔原理与常规的热液法的不同。常温封孔是靠氢氧化镍、氢氧化铝和氟化铝的水合物在阳极氧化膜表层3~4微米处的沉积而使膜孔封闭的。膜孔开始封闭以后,要经过一段时间的陈化处理,使膜孔内的沉积物和水促成阳极氧化膜的进一步水化。陈化的结果使得膜孔内的填充介质体积膨胀,这反过来又增强了填封效果,使封孔质量进一步提高。
常温封孔法研制成功后,意大利的铝建筑型材阳极化厂家率先采纳了这一工艺。常温封孔法后来又步入美国市场,目前美国建筑和装饰铝阳极化工厂使用的专利方法有很多种。
常温封孔法在汽车工业上很少使用,而且尚未用于军用零件的封孔。目前世界上许多国家已开始使用这类封孔法。在英国,在未确认长期暴露的常温封孔零件对环境的影响之前,该方法仅限于用作非建筑型材的封孔。
常温封孔的优点
1.与常规封孔法相比,节能30~50%,其中还不包括因封孔温度低而节省的加热设备的维护费用;
2.由于使用温度低,溶液挥发明显减少,使工作环境得到改善,同时通风要求也降低了;
3.由于无过多的蒸汽或雾气挥发到设备上,设备的腐蚀减少了;
4.与高温封孔法相比,由于水蒸发量大大减少,使耗水量也降低了;
5.常温封孔法的操作周期短,用一个封孔槽可以代替两个同容积的高温封孔槽,因此生产效率较高;
6.没有挂灰现象,且硬度和耐磨性能也得到改善。此外,与水合封孔的相比,常温封孔的氧化膜更耐碱腐蚀。
常温封孔的缺点
1.改良染色试验、酸浸蚀试验和阻抗试验的结果表明,常温封孔的阳极氧化膜在未陈化24小时之前,达不到最佳的填封效果。但是,如果零件在常温封孔后能在60℃热水中浸洗5~10分钟,则封孔数分钟后即可通过Scott染色试验检查,2小时后即可通过酸浸蚀试验检查。热水浸洗还有助于封孔零件的干燥。
2.化学成分控制要求严,需要有测量F-浓度的仪器。F-的消耗速率比Ni2+的要快得多,要根据槽液处理零件的情况,经常添加氟化物。温度和F-浓度过低、pH值过高及封孔时间过短,都会导致封孔质量的下降。与此相反,温度和F-浓度过高、pH值过低及封孔时间过长,会使氧化膜受到侵蚀。
3.水质的优劣是一关键因素。因为过量的Ca2+和Mg2+会与F-反应,生成氟化物沉淀,从而使封孔液质量降低。
4.对所有染色膜的封孔效果均不佳,为了弥补去色效应带来的影响,可能需要延长染色时间。
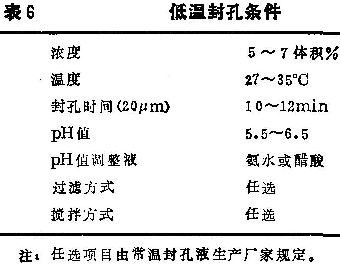
5.必须严格控制封孔液内的NH4+浓度,使其低于4000ppm,否则会影响封孔质量。
表6为常温封孔的典型工艺参数。
其他封孔方法
阳极氧化铝的几种其他封孔法是:
1.电泳涂漆法。这是日本用于阳极化铝建筑型材的封孔工艺,其具体做法是:将未封孔的无色的或着色的阳极化工件彻底浸洗,然后浸入水溶性树脂溶液中,通过电泳原理使树脂沉积到阳极氧化膜上,待形成的透明漆膜约10微米厚时,将工件在180℃烘烤20-30分钟,使漆膜固化。
2.醋酸钴-重铬酸盐联合封孔法。这是美国的洛克希德-加利福尼亚公司研制出的一种专利封孔法,其具体工艺是:先在43℃的醋酸钴溶液中进行一次封孔,浸洗后在82℃的重铬酸钠溶液中进行二次封孔。该方法已用于膜厚为5.1~10.2微米的阳极化铝制航空零件的封孔。
3.有机树脂水溶胶封孔法。这是美国的洛克希德-佐治亚公司最近获准专利的封孔方法,其封孔工艺是:将零件全浸在79~93℃的树脂水溶胶溶液中约30分钟,然后在82~149℃的温度下烘烤10分钟至1小时,烘烤时间依固化温度的高低而定。该树脂涂层在室温下停放一周后能完全固化,但在封孔两小时后就可以进行包装。
评论
本文讨论的各封孔法是针对硫酸阳极氧化膜而言的,这些方法也可用于大多数的自着色和二次电解着色的阳极化铝的封孔。唯一的例外是重铬酸盐封孔法,该方法被军工部门推荐用于铬酸阳极化零件的封孔。
封孔质量与阳极氧化膜的质量都是同样有影响的。因此,为了获得理想的最终结果,需要严格控制阳极氧化条件,这也一直是许多关于阳极化方法的文章所探讨的中心课题。
关于确定封孔质量的各种试验方法,已有多篇文章作了专门沦述,故在此不再赘述。
