
铝阳极氧化膜的封闭处理
铝阳极氧化膜的各种封闭方法评述
马雄林
一、概述
在现代工业生产中,铝的阳极氧化是一种普遍而有效的表面处理手段。这是由于阳极氧化膜可大大提高铝及其合金的抗腐蚀性和耐磨擦性,利于着色或染色,提供润滑或油漆的良好基底。但阳极氧化膜是一种具有蜂窝状结构的多孔膜,由于孔径极其细小,因而单位表面积上有惊人的微孔数量。据测算,此数量可达7.7×108个/mm2之巨。正是由于这种多孔性和高的比表面积,使得阳极氧化膜表面具有极大化学活性。因此,为了防止膜层被吸附污染,保证阳极氧化膜应有的性能,阳极氧化后封闭处理几乎已经成为阳极氧化工艺的必备组成部分。封闭处理的目的就是改变阳极氧化新鲜膜层的性能并使之达到一种无化学活性的状态。
据此,有人将封闭定义为:“通过在阳极氧化膜层上产生吸附、化学反应或其它机理的过程以增加膜层稳定性、抗蚀性,改善膜层着色耐久性或其他所希望的性质的一种方法”。
封闭处理方法经历了各种演变,以致当今有多种实际应用工艺,其实施方法和作用机理都有明显差异,以下将逐一加以评述。
二、热水封闭
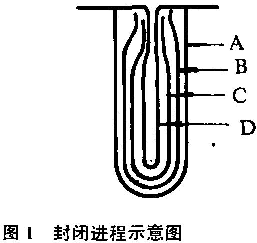
这种封闭方法自1934年首次出现以来生产上一直应用至今。几年前的一份调查表明,在美国大约有20%的建筑铝材工厂采用热水封闭。该法是一种最简单而有效的封闭方法,其原理简言之是氧化铝水化反应生成一水氧化铝,此水合物体积膨胀近l/3,从而将阳极氧化膜孔洞封闭。近来的研究表明,一水氧化铝最初是沿氧化膜孔壁的阻挡层和多孔层生成,在很短时间通过孔洞的水的循环就受到阻碍,于是通过氧化膜层表面继续水化而使氧化膜多孔结构搭接起来。1961年,Hoar和Wood对硫酸阳极氧化膜封闭的电阻值的一系列研究证实,氧化膜多孔结构在热水中的封闭是在孔洞被搭接封闭的同时,一水氧化铝是从边缘往孔洞中心生成的,该进程直至孔洞被充填至约99%为止,其示意图可见图1。但在水化反应过程中,在氧化膜和孔壁表面有阴离子释放,在孔壁上沉淀出一水氧化铝胶体,然后重结晶形成一水合物晶体并覆盖在膜层表面(见图2)。
典型的热水封闭操作条件是:
水 ——离子水或蒸馏水
温度——95至98℃
时间——视膜层厚度而定,一般1.2~2 min/µm膜厚
pH—— 5.5~6.5
搅拌——空气或机械
操作参数对封闭效果的影响分述如下:
水质:业已证明不同的水质(自来水、去离子水和蒸馏水)对封闭质量有显著影响。自来水因钙、镁、氯离子含量高,往往导致膜层发雾,耐蚀性差。无论如何,水中杂质的最高限量是(以ppm计):
硫酸盐250;氯化物100;磷酸盐15;硅酸盐10;氟化物5;
其中,磷酸盐最好控制在3ppm,以减少对膜层表面的污染。
温度:温度确定在95~98℃是与水的沸点相对应的,而且温度的高低决定着封闭所需的时间。温度越高,封闭时间越短,但达100℃时水沸腾汽化剧烈,消耗加大;温度低于90℃则封闭时间被显著地拉长,特别是当温度低于80℃时,水化反应的产物不是一水氧化铝(Al2O3·H2O),而是三水氧化铝(Al2O3·3H2O),后者不稳定,因而抗蚀能力很差。
时间:封闭时间是阳极氧化膜厚的函数,一般2.54µm膜厚需3~5min,因此,对于一般的普通阳极氧化膜约为30min左右。
pH: pH越高,封闭速度越快,但若pH超过6.5则会产生严重的粉化和脏污。若pH低于5.5,封闭作用将因酸度的增加而急剧减弱,并会导致某些有机染料的浸析。pH的调节可通过加入氢氧化铵或醋酸来调节。
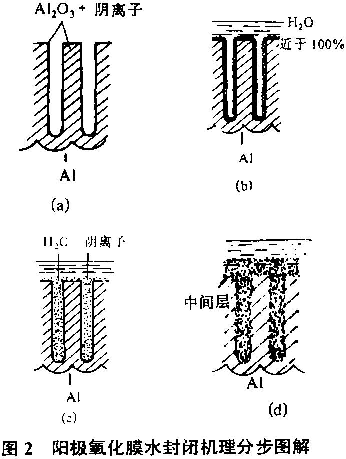
(a)未封闭的阳极氧化膜
(b)在膜孔壁和外侧上凝胶沉积
(c)胶体形成为水合氧化铝,持续的反应速率是由水向膜孔扩散及阴离子向液体中扩散所控制
(d)重结晶形成水合氧化铝,开始是在表面,通过扩散形成中间层
搅拌:搅拌可使槽液各处的温度和pH均匀致并使零件保持与新鲜槽液相接触,这有助于防止膜层脏污。
漂洗:阳极氧化后或封闭之前应充分漂洗。若漂洗不良,阳极氧化槽内的酸液会带入封闭槽,从而破坏封闭槽液的稳定。
总之,尽管热水封闭是一种应用很广的工艺,但对于要求较高抗蚀性的场合则仍嫌不足,此外还有如下不利之处:
①能耗高;
②封闭时间长;
③氧化膜的硬度稍有降低;
④操作环境不佳,尤其是夏季,上逸蒸汽和凝露对厂房和设备有腐蚀。
三、重铬酸盐封闭
重铬酸盐封闭往往用在军用或航空工业防腐蚀上,这是因为该法除有热水封闭的水化作用外,阳极氧化膜孔洞还被铬酸或重铬酸的碱式盐Al(OH)CrO4或Al(OH)Cr2O7所填充,从而使氧化膜层转变为钝态。该法封闭后得到一种桔黄色外观,故对染过色的阳极氧化膜不适用。该法典型的操作条件为:
重铬酸钾 15~100g/L
氢氧化钠 3~13g/L
温度 94~98℃
时间 5~12min
pH 5.5~7.5
如要获得高的抗蚀性,应采刚重铬酸钾含量高的槽液,但其消耗量也将增加。加入氢氧化钠的目的是提高封闭效率和控制pH。
四、 蒸汽封闭
早在1929年,Seton和Metaya首次报导当阳极氧化膜与水蒸汽接触时将丧失其吸附能力。接着在日本工厂中将蒸汽封闭用于生产。业已发现蒸汽封闭产生的一水氧化铝其反应是不可逆的,因而氧化膜更抗蚀片耐褪色。据认为它比热水封闭更好。
与热水封闭相比,该法的优点是:
①由于水合反应不可逆,因而封闭时问短,
②封闭质量不受所供水中杂质和pH的影响;
③可获得均匀一致的封闭结果;
④减少了染色工作混杂的倾向。
但蒸汽封闭也存在明显的不足:
①投资及操作费用高;
②要求封闭容器密闭,因而操作困难;
③为要获得足够的蒸汽压力,需将密闭容器内空气排除,这并不容易实现;
④过量蒸汽的冷凝或循环存在困难。
由于存在这些不足,自1934年热水封闭获得广泛应用之后,蒸汽封闭并未普遍应用。
五、醋酸镍封闭
热水封闭的一个主要问题是对染过色的阳极氧化膜有浸析作用。为此研究了为数众多的各种金属盐溶液,其中应用最多的是醋酸镍溶液,它是当今市场上大多数专利封闭法的基础。
在醋酸镍封闭中包含如下几种不同的作用机理:
①阳极氧化膜上的孔是象热水封闭那样发生水化作用而实现封闭的;除此以外还有;
②氧化膜孔洞内被吸附的金属盐水解生成氢氧化物沉淀,该沉淀阻止了染料的浸析;
③镍与染料分子之间的化学反应生成金属络合物,增加了染料的稳定性和耐晒度。
依据封闭操作温度可将醋酸镍封闭分为高温封闭、中温封闭(双重封闭)和冷封闭。现分别讨论如下(冷封闭另作专门讨沦)。
1)高温封闭:
一种工业生产应用的典型的醋酸镍高温封闭操作条件为:
醋酸镍 0.25~100g/L
温度 98℃以上
时间 15~30min(依膜层厚度而定)
pH 5.5~6.5
磷酸盐 ≤15ppm
硅酸盐 ≤10ppm
硫酸盐 ≤50ppm
这种封闭方法在某些方面与热水封闭有相同的不足,如能耗高、时问长、膜层硬度降低以及基底易被脏污等。
2)中温封闭:
中温封闭典型的操作条件为:
醋酸镍 0.5~5.0g/L
温度 71~88℃
时间 2~15min(依膜厚而定)
pH 5.5~6.5
搅拌、过滤、分敞剂、润湿剂、缓冲剂等均依专利配方需要而定。
中温封闭除与高温封闭一样有效防止有机染料的浸析外,还有如下优点:
①耐晒性好;
②可用某些自来水添加封闭槽液而不影响封闭质量;
③减少了脏污;
④能耗降低约30%;
⑤氧化膜孔洞内的氢氧化镍是无色的,故不影响染色氧化膜的色泽。
需要注意的是,为了抗紫外线照射,应对含所选定的添加剂(特别是分散剂)的醋酸镍槽液所封闭的阳极氧化膜进行鉴定。加入分散剂的目的是防止脏污,但是,某些级别的此类添加剂在阳光下暴露会产生光分解作用,从而引起阳极氧化膜发黄。发黄的程度取决于封闭膜层中分散剂的化学组成和浓度。这种效应在封闭操作之后的几小时之内就可观察到。如果封闭槽液控制不当,往往不得不将已积累有过量分散剂的槽液报废。
3)双重封闭:
若干年前,汽车工业曾经历过用于外部装饰的铝零件其光亮性和耐蚀性服役寿命短的严重问题。经查明,这类问题是与封闭不完善相联系的。为了满足汽车工业的这一特殊需要,质量稳定、耐腐蚀寿命长的“双重封闭”便应运而生了。
所谓双重封闭就是在用醋酸镍进行第一次封闭后,接着再用热水或重铬酸钾封闭。这种封闭方法对无色阳极氧化和涂漆零件都适用。双重封闭的操作条件为:
第一步(醋酸镍封闭):
醋酸镍 1.9~2.5g/L
分散剂 1.9~2.5g/L
温度 70~74℃
时间 15~90s
pH 7.0~8.0
搅拌 空气或机械
第二步(热水封闭):
水 去离子水最好
温度 98℃以上
时间 10~15min
pH 5.5~5.9
搅拌 空气或机械
过滤 连续过滤
或第二步(重铬酸钾封闭):
重铬酸钾 0.1~0.5g/L
温度 98℃以上
时间 5~12min
pH 5.5~7.0
搅拌 空气或机械
过滤 连续过滤
六、冷封闭
自1950年起,便提出一些包括使用丹宁酸在内的低温封闭工艺。1968~1974年,日本又研究了以铁氰化物和氟化物等为基础的好几种低温封闭。然而,这些工艺均未获得真正的实际应用。
1980年,Alcoan报导了用一种可水解的金属盐、乙醇胺等进行的低温封闭。同年在意大利用含氧化镍的冷封闭槽液进行了广泛的研究并正式用于生产,其封闭后的抗蚀性和封闭质量与上述通用的封闭方法相当。
与热水封闭的机理不同,冷封闭是通过在阳极氧化膜孔洞内沉积氢氧化镍、氢氧化铝和氟化铝。
它们全部以水合物的形式在阳极氧化膜顶部3~4µm内对孔洞进行填充。由于水化反应产物导致孔洞填充介质的膨胀,从而使水化物牢固嵌镶在孔洞内并改善了封闭质量。最近由E.P.Short和A.Morita用电子探针显微分析、透射电子显微分析、电子光谱化学分析以及扫描电镜分析证实,冷封闭的初期,铝、镍以三种主要产物即氢氧一氟铝Al(OH)2F3氢氧化镍Ni(OH)2和氢氧化铝Al(OH)3形成沉淀,阳极氧化膜孔洞被铝、镍的水合物“松散”地封闭,而后继续在空气中完成“老化”过程。老化反应期间,孔洞中的Ni(OH)2、AIF3、Al(OH)3以及H2O并通过由大气中吸附的水分最终完成水化反应,结果孔洞被膨胀了的水合物所填充。
有必要提出,正是由于与热水封闭的机理不同,在应用“导纳或阻抗法”及“浸酸失重法”这类评价阳极氧化膜封闭质量的试验方法时会出现不令人十分满意的情况,尤其是封闭之后很短时间内就用这类方法进行测试。为此,有人认为对冷封闭进行测试时应在封闭之后24小时或以上再进行;也有人提出冷封闭之后应在60℃热水中充分漂洗5至10min,以便加速老化过程,事实证明这样做之后测试指标仍然是满意的。
现在,冷封闭已在许多国家获得了应用,包括意大利、美国等的建筑铝材和装饰性阳极氧化在内。可以预料,随着时间的推移,冷封闭如能经受长期暴露试验的考验,还将得到更为广泛的应用。
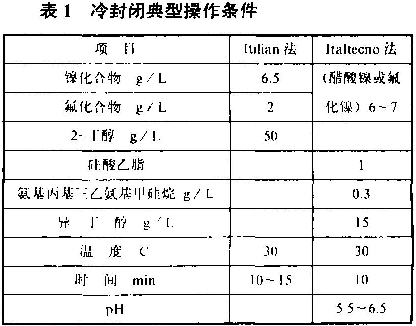
一些冷封闭的典型操作条件列如表1。
冷封闭具有如下优点:
①与热封闭相较,可节能(30~50)%
②由于操作温度低,操作环境改善,同时加热设备和通风设备投资减少,维持费用降低;
③水耗降低;
④由于封闭时问短,生产效率提高;
⑤与水封闭相较,消除了脏污,改善了硬度和抗磨损性,因而更耐碱性环境腐蚀。
冷封闭的不足:
①需对槽液进行更精细因而也较困难的管理,其中包括化学分析办法。因氟化物消耗比镍快,所以需要频繁地对槽液进行调整;凡铝离子含量不能超过400ppm,控制铝离子的积累是一个问题。
②水质要求严格,这是由于钙、镁均会以氟化物形式沉淀;
③对某些染料可能不适用。
七、有机物封闭
应用有机物对阳极氧化膜进行封闭,可以追溯到封闭工艺开发的早期,那时就已有用熔融蜡、透明漆、油进行封闭的生产,其中一些至今还在需要耐磨擦、电绝缘功能的场合应用着。但在众多的封闭工艺中,有机物封闭所占的比重并不大。
值得注意的是近年陆续开发了一些新型的有机物封闭工艺,这类工艺无论对封闭过程本身还是对封闭后阳极氧化膜性能的改善都赋予了新的内容和特色。例如在航天工业中,铝材单单阳极氧化后封闭还远不能满足其防腐蚀要求,因此必须在后续工序中再进行涂漆。美国洛克希德-佐治亚航空公司新近开发了一种“树脂封闭”工艺。其封闭槽液是用一种粒度极细的聚胺脂树脂配成一种胶体状水溶性槽液,用二甲乙醇胺调节pH在7.8~8.2之间,在79~93℃条件下封闭约30min,出槽后阳极氧化膜在生成一部份水合氧化铝的同时,树脂在不同烘干温度下实现交联固化——在82℃时需1h;在149℃时需10min;室温下历时七天也可完全固化。这种封闭的最大特点在于它将原先的封闭、涂漆两道工序合而为一,因此生产效率显著提高;同时既避免了原来高温封闭的三废污染,又避免了喷漆作业有机溶剂挥发对大气的污染和对操作工人健康的损害。所获得的饰层基本保持着铝基体本色并稍带一些光泽,而且各种环境的抗腐蚀试验结果表明其防蚀保护性能优异。总之,无论从封闭性能、生产效率、作业经济性都显示出其优越性;而且封闭层重量也比原来喷漆层轻,这对航天、航海、汽车、建筑等工业都有诱人的吸引力。
此外,在日本还有一种在水基树脂中进行电泳的工艺。电泳所得到的是一种厚约10µm的透明漆层。该漆层在180℃下烘20~30min达到固化,这也是有机物封闭的一个实例。
总之,铝及其合金阳极氧化后的封闭方法是比较多的,还可以奉出一些,而且由于其作用机理不同,实现封闭的途径也不同,因而各具特色。但不论何种封闭方法,要得到所希望的满意结果,其先决条件是必须有良好的阳极氧化膜质量,在此不再赘述。
