
电解抛光剂
电解抛光剂
技术领域
本发明涉及铝合金抛光剂,特别涉及铝合金电解抛光剂。
背景技术
本发明涉及铝合金抛光剂,特别涉及铝合金电解抛光剂。
背景技术
铝合金要获得极高的自然金属光泽是很困难的,这样就需要进行表面抛光处理。电解抛光是常用的表面处理方法,而常用的电解抛光剂有:氰化钾溶液、磷酸-硫酸溶液。
上述电解抛光剂存在以下缺陷:1、腐蚀性都比较强,不符合环境要求,人工操作不安全;2、溶液不稳定,容易发粘;3、适用范围较小,仅适用于高纯度的铝合金,对于如5052、6063等纯度不高的铝合金则不能适用,会有麻点;4、大部分是电解抛光剂电解时都会产生气体,当铝合金工件上有开孔时,电解产生的气体就会通过开孔沿工件外壁向上溢出,气体溢出时,会在工件的表面上留下气痕。气痕处的光泽度和工件表面气体地方的光泽度相差较远,使得工件整体的光泽不均匀。
发明内容
本发明的目的在于提供一种电解抛光剂,可以使得电解抛光后的工件光泽均匀且不留下气痕。
根据本发明的一个方面,本发明提供了一种电解抛光剂,按质量体积浓度包括以下物质的水溶液:890~1280g/L磷酸、168~340g/L硫酸、20~50g/L Al3+和1~5g/L偶联剂。
上述电解抛光剂中,Al3+可以由铝盐溶解得到,如:氢氧化铝、硫酸铝和磷酸铝中的一种或两种以上。偶联剂可以是钛酸酯、磷酸酯、硫酸酯中的一种或两种以上。
本发明的电解抛光剂调整了磷酸和硫酸的比例,有效地降低了抛光剂的腐蚀性,又通过加入铝盐,确保了反应时间、电解后的工件质量不受影响。
本发明的电解抛光剂调整了磷酸和硫酸的比例,又通过加入铝盐,有效地降低了抛光剂的腐蚀性,确保了电解后的工件质量不受影响。本发明的电解抛光剂中通过添加了偶联剂增加了抛光剂的粘度,可以改变电解过程中释放的气体的流动,使其不会在电解抛光后的工件上留下气痕,使得抛光面均匀、完整、无缺陷。本发明的电解抛光剂溶液稳定,适用于如5052、6063等纯度不高的铝合金。
在一些实施方式中,上述电解抛光剂按质量体积浓度可以是包括以下物质的水溶液:1000~1100g/L磷酸、200~300g/L硫酸、30~40g/L Al3+和2~4g/L偶联剂。由此,可以使得电解抛光后的效果更好。
在一些实施方式中,上述电解抛光剂按质量体积浓度可以是包括以下物质的水溶液:1085g/L磷酸、254g/L硫酸、35g/L Al3+和3g/L偶联剂。由此,可以使得电解抛光后的效果更好。
本发明所述的电解抛光剂,为无色或浅黄色的透明液体,其比重为1.4~1.5。
制备本发明所述的电解抛光剂时,只需要按浓度要求称取各物质,并将其加入水中,搅拌溶解,混合均匀即可。
使用时,将配制好的电解抛光剂倒进电解槽内,加热,使得电解槽内的液体温度为70~85℃。将夹持好的铝合金工件浸入电解槽内,作为阳极,将夹持好的不溶性金属(铅或不锈钢)浸入电解槽内,作为阴极。接通电源(电压:18~28伏,电流密度:0.17~0.25A/dm2),持续通电120~480秒(可根据具体情况设定)即可完成整个抛光过程。电解过程中,可以根据需要在电解槽内设置搅拌装置和石棉网。
具体实施方式
下面通过实施例和对比例对本发明作进一步详细的说明。
实施例1:
在常温和常压下,分别称取表1中指定的各组分加入到水中,搅拌直至各组分完全溶解,使得电解抛光剂的各组分的质量体积浓度如表1所示。
本实施例中,Al3+由氢氧化铝溶解得到,偶联剂是钛酸酯和磷酸酯。
将配制好的电解抛光剂倒进电解槽内,加热,使得电解槽内的液体温度为80℃。将夹持好的铝合金工件浸入电解槽内,作为阳极,将夹持好的铅浸入电解槽内,作为阴极。接通电源(电压:25伏,电流密度:0.20A/dm2),持续通电350秒。
将电解抛光后的铝工件从电解槽中取出,用肉眼观看工件开孔的上方是否有气痕和麻点,在表1中列出了测试结果。
实施例2:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由硫酸铝溶于水得到,偶联剂是钛酸酯。
实施例3:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由磷酸铝溶于水得到,偶联剂是钛酸酯。
实施例4:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由氢氧化铝、硫酸铝溶解得到,偶联剂是磷酸酯。
实施例5:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由硫酸铝、磷酸铝溶于水得到,偶联剂是磷酸酯。
实施例6:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由氢氧化铝、硫酸铝、磷酸铝溶解得到,偶联剂是钛酸酯和硫酸酯。
实施例7:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由氢氧化铝、磷酸铝溶解得到,偶联剂是磷酸酯和硫酸酯。
实施例8:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由硫酸铝溶于水得到,偶联剂是钛酸酯和硫酸酯。
实施例9:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由磷酸铝溶于水得到,偶联剂是硫酸酯。
实施例10:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由氢氧化铝溶解得到,偶联剂是硫酸酯。
实施例11:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由氢氧化铝溶解得到。偶联剂是钛酸酯、磷酸酯和硫酸酯。
实施例12:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由氢氧化铝溶解得到,偶联剂是磷酸酯和硫酸酯。
实施例13:
按表1中指定的各组分重复实施例1的方法,在表1中列出了测试结果。本实施例中,Al3+由氢氧化铝溶解得到,偶联剂是钛酸酯和磷酸酯。
对比例1
在常温和常压下,分别称取表1中指定的各组分加入到水中,搅拌直至各组分完全溶解,使得电解抛光剂的各组分的质量体积浓度如表1所示。
本对比例中,Al3+由硫酸铝溶于水得到。
将配制好的电解抛光剂倒进电解槽内,加热,使得电解槽内的液体温度为80℃。将夹持好的铝合金工件浸入电解槽内,作为阳极,将夹持好的铅浸入电解槽内,作为阴极。接通电源(电压:25伏,电流密度:0.20A/dm2),持续通电350秒。
将电解抛光后的铝工件从电解槽中取出,用肉眼观看工件开孔的上方是否有气痕,在表1中列出了测试结果。
对比例2
按表1中指定的各组分重复对比例1的方法,在表1中列出了测试结果。本对比例中,Al3+由磷酸铝溶于水得到。
对比例3
按表1中指定的各组分重复对比例1的方法,在表1中列出了测试结果。本对比例中,Al3+由氢氧化铝溶解得到。
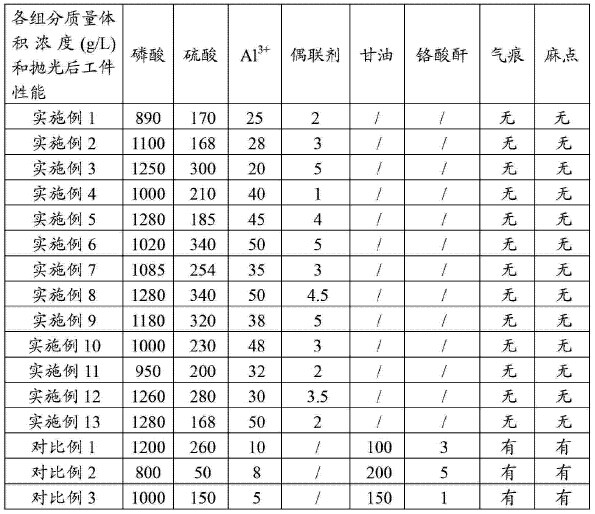
表1中列出使用各实施例和对比例中的电解抛光剂后铝合金工件的表面状况。从表1中看出,使用本发明的电解抛光剂进行电解抛光,不会在铝合金工件上留下气痕和麻点,明显优于对比例的。
表1
上一篇: 铝阳极氧化多孔膜的制备和应用研究
下一篇: 含硅量高的铝合金表面处理的抛光液
