
磷酸浓度对铝阳极氧化多孔膜阻挡层形成过程的影响
磷酸浓度对铝阳极氧化
多孔膜阻挡层形成过程的影响
王为 高建平 高俊丽 董向红 郭鹤桐
(天津大学化工学院,天津300072)
引 言
作者对磷酸溶液中高压直流电解条件下铝的阳极氧化过程进行了研究。结果发现,电解电压以及电解液浓度对多孔膜阻挡层( barrier layer)的形成影响很大,而以往有关多孔膜阻挡层形成方面的文献报道极少。为此,作者就磷酸浓度对铝阳极氧化多孔膜阻挡层形成过程的影响进行了探讨。
1 实 验
实验采用直流恒压电解的方法对铝试样进行阳极氧化处理。阳极所用试样为厚0.15 mm、纯度99. 99%的铝片,反应区面积4cm2,阴极为钛基镀Pt网。首先将试样分别在w=5%的NaOH溶液和w=1%的硝酸溶液中浸泡以除去表面的油层及自然氧化铝膜,之后立即将试样放入质量分数分别为1%、2%、4%、7%、10%的磷酸溶液中,在25℃、85V的电压下进行阳极氧化处理。文中所指电压均为阴、阳极之间的电压。
2 结果与讨论
2.1磷酸浓度对阻挡层形成过程的影响
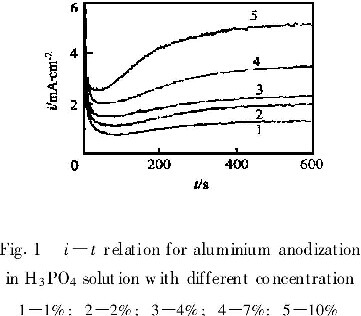
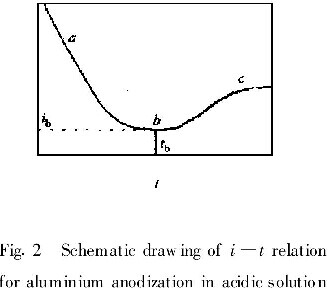
铝试样在不同浓度磷酸溶液中、85V阳极氧化时的电流密度-时间关系示于图1。不同浓度下的电流密度均经历了从一开始的电流突跃到急剧下降,而后上升并逐渐达到稳定的过程,这与目前通常认为的铝阳极氧化多孔膜形成所经历的3个阶段(图2),即阻挡层形成阶段(a点~b点,b点时阻挡层达最厚,此后其厚度基本不变。在此,b点对应的时间tb称为阻挡层形成时间,b点对应的电流ib称为阻挡层形成电流)、微孔形成阶段(b点~c点)及多孔层增厚阶段(c点以后,电流基本稳定)相吻合。实验发现,在更高浓度的磷酸溶液中阳极氧化时,氧化膜将被击穿而形不成完整的多孔膜。上述结果表明,在可形成多孔膜的磷酸浓度范围内,氧化铝多孔膜的形成经历了完全相同的过程。电镜观察也表明,形成的多孔膜具有相同的结构,即由底部的阻挡层和位于其上的多孔层两部分组成。
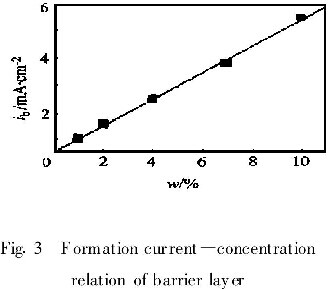
图3为阻挡层形成电流ib与浓度的关系。可以看出,ib随浓度线性地增大。
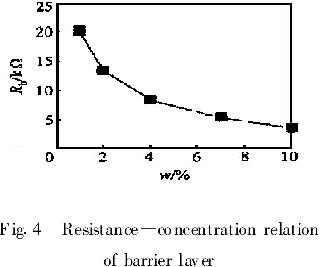
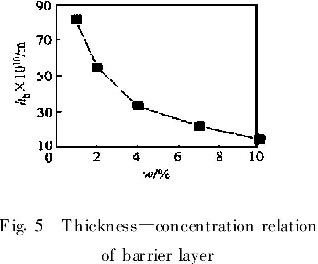
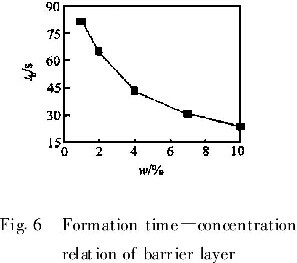
测试证明,在本实验所采用的浓度范围的磷酸溶液中,85V阳极氧化至tb时,阴极及阴、阳极间溶液电阻产生的电压降之和均不超过800mV,不足电解电压的1%。可以认为,由于铝阳极氧化膜的电阻很高,阳极氧化至tb时(即阻挡层形成之时),阴、阳极间的电压降主要来自铝阳极表面形成的阻挡层,故ib与电解电压( 85V)之比近似等于阻挡层的电阻Rb据此求出的不同浓度下形成多孔膜阻挡层的Rb示于图4。可见随磷酸浓度增加,阻挡层电阻不断下降,且在低浓度范围下降的幅度更大。由于阻挡层的形成是在阻挡层与铝基体之间界面上进行,电解液浓度的改变对形成阻挡层的成分及结构影响很小。根据电阻与阻挡层厚度hb的关系:Rb=ρ·hb/S (ρ是阻挡层的电阻率,取其值为1013Ω·cm,S为电极面积),可求得不同浓度下形成阻挡层的厚度hb (图5)。电解液浓度越高,形成的阻挡层越薄。将阻挡层形成时间tb对浓度作图得图6。可见形成阻挡层所需的时间随磷酸浓度增加而减少。
2.2阻挡层形成过程分析
有关酸性介质中阳极氧化铝多孔膜的形成机理众说不一。K.Shimizu等人最近提出的观点认为,阳极氧化过程中阻挡层表面多孔膜的萌生,根源于阻挡层生长过程中的应力集中。由于阻挡层形成时的电流效率小于1,从而氧化膜的球-层效能比将小于1。球层效能比小于1意味着阳极氧化过程形成氧化物的体积比消耗掉的金属铝的体积小,其结果将使得阻挡层外表面变得不稳定,且阻挡层的生长变厚将伴以拉应力的形成。随着阻挡层的不断生长,其中应力集中逐渐加剧,最终将在阻挡层的外表面产生裂纹。而裂纹处高的电流密度及局部温升将使得裂纹再次合拢。如此裂纹的形成和合拢最终将形成微孔,并逐渐发展成为阻挡层之上
的多孔层。图3的结果表明,电解液浓度越高,形成阻挡层的电流密度越大,阻挡层的形成速度也越快。阻挡层的快速形成将加速其中应力集中的发展,致使微裂纹更快、更早地形成。故电解液浓度越高,阻挡层中的微裂纹越容易形成,导致形成的多孔膜阻挡层厚度越薄。这与图5的实验结果吻合,由于电解液浓度的增加,不仅使得阻挡层形成速度增加,而且使形成的多孔膜阻挡层厚度变薄(图5),其结果是形成多孔膜阻挡层所需的时间变短,这与图6的结果吻合。上述实验结果在一定程度上证明了K.Shimizu提出的多孔膜形成机理的合
理性。
3 结 论
在可形成多孔膜的磷酸浓度范围内,氧化铝多孔膜的形成经历了完全相同的过程。随磷酸浓度的增加,氧化铝多孔膜阻挡层的形成电流密度变大,形成阻挡层所需的时间变短,且形成阻挡层的厚度变薄。作者认为造成上述现象的原因是由于多孔膜微孔的萌生与阻挡层中的应力集中密切相关。
