
宽温快速铝合金阳极氧化添加剂
宽温快速铝合金阳极氧化添加剂
张永光1,张燎原2
(1.安徽工业大学化工与环境学院,安徽马鞍山243002;2.皖北铝业公司,安徽淮北235106)
摘要:开发了用于宽温快速铝合金阳极氧化的复合添加剂WL - 99。它由起导电、络合及去极化作用的三类物质组成。这三类物质对铝阳极氧化膜生长速度、耐蚀性的影响分别进行了试验并分析了他们的作用原理。工业试用表明WL - 99能扩宽槽液温度到38℃;成膜速度大于0.5 µm/min。
引 言
近年来铝及铝合金阳极氧化处理工艺得到了迅速发展,各种新工艺不断出现。其中“宽温快速阳极氧化工艺”是一个重要的发展领域。它能有效地克服传统硫酸阳极氧化缺点——低温20~ 40℃)、低电流密度1.0~1.5 A/dm2),快速高效的制取氧化膜。其良好的节能、减污染效果,吸引着国内外研究机构和专家积极地探讨其工艺技术。最成功的是意大利技术公司开发的Wm - 80添加剂,该添加剂将温度扩展到32℃,成膜速度达0.4 µm/min。本工艺在前人工作的基础上,经过研究,将氧化温度进一步扩展达到40℃,成膜速度不小于0.5 µm/min。Al3+容许量达25 g/L,每吨铝材较常规氧化工艺节电300 Kw. h以上。开发出的“宽温快速阳极氧化工艺”及添加剂,己在皖北铝业公司应用。在1年零7个月的时间里节电33×105 Kw. h,同时提高了产品质量和生产效率,减少了废酸排放量。
1 实验方法
1.1实验材料及设备
在实验小槽中,配制一定质量浓度的H2SO4溶液(180 g/L),分别加入不同含量的添加剂,以考查效果。以铝板为阴极,试样6063铝合金型材为阳极;用电压0—30 V,电流10—15 A的直流电源进行宽温氧化试验。
1.2实验流程
除油→水洗→碱蚀→水洗→中和→水洗→阳极氧化→流水洗→封孔→60℃水洗→干燥→检验。
所用槽液配制方法按文献4进行。
1. 3实验结果评价方法
(1)膜厚 用国产7503型涡流测厚仪在样品表面不同位置测膜厚,将5个位置膜厚加权平均计算出平均膜厚M(µm)。
(2)成膜速度 平均膜厚M除以时间t(t用秒表测)便是成膜速度η。即
η=M/t(µm/s)
(3)耐蚀性 采用快速的原电池法评定。将氧化后未封孔的试片和石墨电极组成原电池,电解液用5%NaOH溶液(质量分数),在室温下测量。由于氧化膜不导电,所以在短路开始一段时间内无电流产生,当氧化膜由于化学溶解而穿孔时,两极间立即产生电偶电流,记录这段时间t并用它表征耐蚀性能。
(4)扩温性能 固定相同的氧化时间并改变槽液温度制膜,观察氧化膜层发灰时相应的温度,定义为它的温度上限。
2 结果与讨论
2.1添加剂组份对氧化膜生长速度的影响
通过对大量可能影响氧化反应的化学物质进行对比试验发现,起导电、去极化及络合作用的物质影响这一工艺过程。为了寻找最佳的配方,对导电盐,去极化剂及铝离子络合剂的作用进行了研究。成膜速度试验结果如图1。
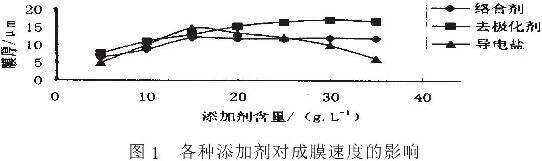
由图1可以看出,导电盐在低含量时能促进成膜,而高含量时会减缓成膜速度;去极化剂能加速膜的生长,而且随其含量的增加膜的生长速度缓慢增加;在一定浓度范围内络合剂会 促进成膜速度,较高时便影响不大。
由化学原理可看作如下反应:
2OH-—2e- O→[O] +2H2O
2Al+3[O]→Al2O3
是氧化膜的生长反应。所以膜的生长速度与铝基体表面的原子氧[O]浓度有很大关系。而[O]的浓度取决于H2O的电解速度,水电解时电极的过电位较高,若加入了去极化的化学物质,就降低H2O电解电位,加速水的电解,从而提高电极表面[O]的浓度,促进了膜的生成反应。
导电盐的加入,增加了溶液的导电性能,减少了溶液的电阻,及焦耳热的产生,提高电解效率。根据物理化学原理可知,电导率是由单位体积离子数目多少和离子本身活动能力大小决定的。随着浓度增加,溶液的离子数目增加,这使得电导率增大;另一方面,随着浓度的继续增加,由于正负离子的间隙变小和静电引力的作用,反而降低了离子的活动能力,这个因素又促使电导率减小。浓度较低时前者起主要作用;浓度较高时,后者起主要作用。所以导电盐加入量不宜过多。
络合剂对成膜速度的影响如图1。开始随浓度的提高成膜速度增加。当达到一定浓度时,变化不大。络合剂主要是在膜表面建立络合物的离解和生成反应的平衡,这一动态平衡可以从电极表面移去H+,从而减缓了膜的溶解反应,表现出膜的生长速度快。在反应过程中它基本不消耗,初配氧化槽液,只要维持一定浓度,所以量大时并不见明显作用。
2.2添加剂组份对膜耐蚀性的影响
采用直流电解电流时间法测量各种添加剂对膜耐蚀性的影响如图2。
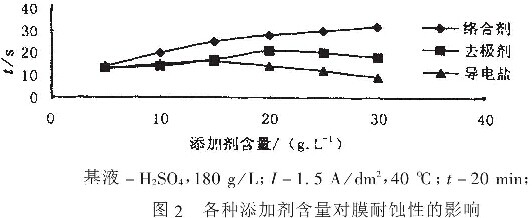
由图2可以看出,导电盐和去极化剂对膜的耐蚀性均没有太大影响,其中加大去极化剂量时,耐蚀性反而降低,这可能由于该类物质影响了膜孔的结构。络合剂对提高耐蚀性有较大的影响,微观机理尚不清楚。
阳极氧化过程中,电流集中于孔里,孔底温度因焦耳热而升高,温度升高反过来又引起电流增加。这时高温溶液的化学溶解作用使氧化膜的中心区域遭到破坏。同时膜的表面部分及孔壁长时间暴露于高温的溶液里,表面部位的孔径变得大于孔底直径,氧化膜的机械性能变差,而形成粉状膜,严重降低了膜的耐蚀性。
另外由膜的溶解反应: Al2O3+3H2SO4=Al2(SO4)3+3H2O
形成的Al2(SO4)3是胶态状,能严重降低介质热传导性能。加入Al3+络合剂后,使溶解反应发生了变化,即:
Al2O3 +3H2SO4=2Al3++ 3SO42- + H2O
Al3++3C2O42-= [Al(C2O4)3]3-
[Al(C2O4)3]3 -+ 6H+= 2H2C2O4+ Al3+
Al3+与络合剂在膜表面形成络合物离解和生成反应的平衡,这一动态平衡可从电极表面移去[H+]。控制原来的溶解反应。在图2所示的槽液温度和H2SO4浓度下,络合剂达到25g/L以后,影响就变得缓慢了。
2.3 WL - 99含量对扩温作用的影响
分析上述实验结果并考虑原料价格确定各类物质的比例,按络合剂为主,去极化剂,导电盐为辅的复配方式构成WL-99宽温快速氧化添加剂。它们的质量比为络合剂:去极化剂:导电盐=3:1.5:1。
采用相同的氧化时间及相同的槽液,改变槽液的温度,肉眼评价膜的质量。用添加剂含量不同的溶液,在不同温度下试验,直到发现膜层发灰,便定义为它的温度上限。由大量的试验得到图3。
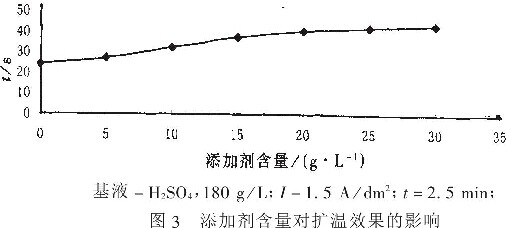
可见,添加剂达20 g/L以上便可将氧化温度提高至40℃。在40℃以上,氧化添加剂量增大其宽温效果不明显。
自1977年10月皖北铝业有限责任公司在氧化生产线上应用。按照工艺条件:H2SO4 160~180 g/L,WL - 99型(固)20~25 g/L,电压14~18 V,电流密度1.5~2.0 A/dm2,时间15~ 20 min,组织试生产。生产出的产品氧化膜厚平均不小于10µm,局部最小厚度8µm。产品质量经省、市技术监督部门抽查合格。由生产现场的统计报表可以看出己达到宽温超速阳极氧化的效果。
与常规氧化工艺比较,阳极氧化的温度范围,电流密度范围都扩大,起到提高热交换效率,节省致冷能耗的作用。Al3+容许含量的提高,延长了槽液的使用寿命,相应减少了废酸的排放量,起到节能、减污染的效果。氧化时间的缩短有利于提高生产效率。
3 结 论
(1)金属离子络合剂可通过络合平衡降低氧化膜的再溶解能力,明显增加了膜的耐蚀性,也提高了成膜速度。
(2)导电盐可以提高导电性能,可以加大电流密度。
(3)去极化作用物质可以通过加速水的电解过程提高成膜速度。
(4)WL - 99添加剂可将氧化温度扩展到38℃,成膜速度提高到0.5µm/min以上,并可将容铝量提高到25g/L左右。
