
2024铝合金宽温快速阳极氧化
2024铝合金宽温快速阳极氧化
尹国光
(泉州师范学院化学系,福建泉州 362000)
铝及铝合金阳极氧化处理后,在表面可形成一层具有纳米级微孔结构的氧化膜,孔隙率高,吸咐力强,有利于染色,而且抗蚀耐磨,在防护装饰、功能化应用方面正日益显示出广阔的前景。
1 2024铝合金阳极氧化膜起粉原因分析
铝合金在阳极氧化过程中,每个膜孔的底部都进行着溶解和成膜反应,使无孔层向铝合金内部移动,孔隙逐渐加深。当溶解速度与成膜速度相平衡时,多孔层的厚度就不再增加。由于氧化膜的形成过程是一个放热反应,即
在生成Al2O3的同时产生大量的化合热,此外,氧化膜的孔底还有大量的电能转变为焦耳热,使阳极附近局部溶液温度较高。当电解液浓度和温度过高、氧化时间过长、阳极电流密度过大时,都会破坏溶解与成膜之间的平衡,使膜层的化学溶解速度加快,引起过腐蚀,造成氧化膜疏松掉粉,产生Al2( SO4)3粉末
Al2 O3+ 3H2SO4→Al2( SO4) 3+ 3H2O
2024铝合金阳极氧化膜容易起粉的原因,除上述因素外,还与材料的化学成分和组织结构密切相关。2024铝合金由于铜元素的加入,形成CuAl2强化相。通电氧化时,溶解作用首先在这里发生,CuAl2相晶界区的析氧量比其它部位大得多,在析氧多的地方很难成膜,容易造成氧化膜不完整等缺陷。CuAl2相的存在还使用于生成氧化膜的电量减少,影响了铝合金的正常成膜,在同样的阳极氧化条件下,硬铝比纯铝的成膜速度低,膜层薄,铜含量越高,溶解速度越容易大于成膜速度。而且需要染黑色的阳极氧化膜要求比染其它颜色的厚得多,氧化时间较长。因此,需要染黑色的2024铝合金在阳极氧化时更易起粉。
2 实验
2.1 试样材料
实验所用试片材料为2024 - T4铝合金棒,经机加工而成,主要化学成分见表1.

2.2 工艺流程
化学脱脂→水洗→酸蚀→水洗→碱蚀→水洗→出光→水洗→阳极氧化→水洗→中和→
2.2.1 阳极氧化工艺
在多次试验的基础上,筛选出下述工艺作为研究的基本工艺:H2SO4: 140g/L,添加剂SH-3:35 g/L,温度:37℃,电流密度DA: 2.3 A/ dm2,氧化时间:20 min,阴极材料用铅板。
2.2.2 染黑色工艺
配方和条件如下:酸性毛元(ATT): 14~16 g/L,酸性粒子元(NBL):1~3g/L,冰醋酸(98%):1~2 ml/L,PH值5~6,温度50~60℃,时间20~30 min。
2.3 实验条件控制
阳极氧化试验槽内侧装有塑料波纹管,通入自来水或热水调节溶液温度。氧化过程用压缩空气搅拌溶液,染色槽用SSY -2型电热恒温槽恒温,pH值用pH S4/2型酸度计测定。
2.4 外观质量检查
试片在不同条件下经阳极氧化、染色后,观察膜层是否起粉,并与深黑光亮的标准试片比较染色效果,以确定添加剂含量、硫酸浓度、允许温度上限、最佳电流密度和氧化时间范围等试验数据。
2.5 耐蚀时间检验
用点滴试验方法检验阳极氧化膜的耐蚀性,液滴开始变绿为终点。点滴溶液的成分为:盐酸f分析纯,比重1. 19): 25 mL,重铬酸钾(分析纯):3g,蒸馏水:75 ml。
3 结果与讨论
3.1 添加剂含量对氧化温度上限的影响
该工艺的添加剂SH4/3主要由络合剂、导电盐和表面活性剂等复配而成。由表2可知,当溶液中不含添加剂时,阳极氧化允许温度上限为24℃。而当添加剂含量达到30 g/L后,温度上限己提高到40°C。由于添加剂的吸附作用,可在氧化膜表面形成吸附层,具有隔离溶液的效果,阻碍了CuAl2相晶界区的析氧反应和硫酸对氧化膜的溶解,使氧化膜成长速度提高。添加剂的络合作用使溶液中的Al3+形成络合物,当氧化膜表面H+浓度较高时,能离解出Al3+,提高膜表层溶液的Al3+浓度,抑制氧化膜的溶解速度,因而2024Al在40℃溶液中氧化也不起粉。但添加剂含量即使提高到50 g/L,也不能使允许温度超过40℃。合适的添加剂含量为30~40 g/L。

3.2 添加剂含量对氧化膜耐蚀性的影响
由表3可知,当电解液中不含添加剂时,阳极氧化膜的点滴时间仅为5.5 min。当添加剂含量为30g/L时,点滴时间上升到16 min,耐蚀性明显提高,而且染色后深黑光亮,说明添加剂SH-3有利于膜的增长和化学稳定性增强,使耐蚀性提高。但当添加剂含量超过40 g/L后,氧化膜耐蚀性有下降现象。这可能是添加剂的过量加入,降低了膜表层新生态[O]的浓度,影响了氧化膜的生长速度,从而使耐蚀性降低。

3.3 硫酸浓度对氧化温度上限的影响
从表4可以看出,随着硫酸浓度的提高,允许氧化温度逐渐降低。因为硫酸浓度高,对氧化膜的溶解速度增大。降低硫酸浓度可减少氧化膜的溶解,提高氧化温度上限。但硫酸含量低于120 g/L时,溶液电导较低,电压升高,电耗增大,而且氧化膜染黑色的效果不佳。合适的硫酸浓度为130~150 g/L。

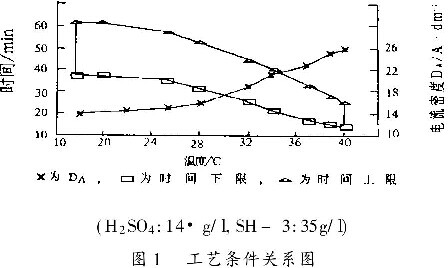
3.4 工艺条件关系图
为了得到质量稳定的染黑色氧化膜,在不同溶液温度下,试验出了最佳阳极氧化电流密度和氧化时间范围。它们存在如图1所示的对应关系,即随着氧化溶液温度升高,对应于某一温度的最佳电流密度升高,而氧化时间上限和下限都有降低。
因为溶液温度升高后,氧化膜的溶解速度加快,提高电流密度,可加快膜的生长速度,使氧化膜随时间延长而增厚。但氧化时间必须控制在时间上限曲线以下,否则氧化膜容易起粉。如果氧化时间低于下限曲线,则膜层薄,染色黑度不够。例如,当溶液温度为39℃时,DA应为2.5 A/ dm2,氧化时间应控制在17~27 min之间。从图1还可以看出,若将溶液温度控制在28~40℃,氧化时间只需20~35 min,仅为原工艺的三分之一。不但氧化效率提高,而且可免去软轮精抛工序。
利用工艺条件关系图,可将电解液温度通过热电偶将信号传递给多功能电脑控制的电源,实现对温度、电流密度和时间的自动控制,以获得最佳质量的氧化膜。
4 结论
添加剂SH4/3的加入,可使2024铝合金的阳极氧化溶液允许温度提高到40℃。氧化膜不起粉,染色后深黑光亮,氧化时间仅为原工艺的三分之一。
2024铝合金宽温快速阳极氧化工艺如下:H2SO4: 130~150 g/L,添加剂SH-3:30~40g/L,温度28~40°C,电流密度DA: 1.6~2.6A/dm2,电压:16~20 V,时间:20~35 min。
利用工艺条件关系图,可实现对温度、时间和电流的优化控制。
