
铝合金表面处理方法及其产品
铝合金表面处理方法及其产品
摘要
一种铝合金表面处理方法及其产品,该方法包括步骤:将铝合金冲压成型至所需形状;将冲压成型后的铝合金机械抛光;在脱脂剂中对机械抛光后的铝合金脱脂处理;将脱脂处理后的铝合金置入酸液槽中进行第一次阳极氧化:将上述第次一阳极氧化后的铝合金置于染料中染色,并于染色后进行封孔处理;在上述染色并封孔处理后的铝合金表面丝网印刷感光油墨,并曝光、显影及光固化处理;将上述印刷后的铝合金在碱性溶液中退氧化膜处理;将处理后的铝合金产品喷砂处理,将上述喷砂处理后的铝合金产品第二次阳极氧化处理,并将第二次阳极氧化后的产品封孔处理;将上述铝合金产品表面感光油墨去除。该产品为经过该方法处理后产生的铝合金产。
权利要求书:
1.一种铝合金表面处理方法,其特征在于,其包括以下步骤:
(l)将铝合金冲压成型至所需形状;
(2)将冲压成型后的铝合金机械抛光,达到镜面效果;
(3)在脱脂剂中对机械抛光后的铝合金脱脂处理,去除表面油脂;
(4)将脱脂处理后的铝合金置入酸液槽中进行第一次阳极氧化;
(5)将上述第一次阳极氧化后的铝合金置于染料中染色,并于染色后迸行封孔处理;
(6)在上述染色并封孔处理后的铝合金表面丝网印刷感光油墨,并曝光、显影及光固化处理;
(7)将上述光固化后的铝合金在碱性溶液中退氧化膜处理,以去除未印刷感光油墨区域的氧化膜及染料;
(8)将退氧化处理后的铝合金喷砂处理,以使末印刷感光油墨区域出现砂质感;
(9)将上述喷砂处理后的铝合金第二次阳极氧化处理,并在第二次阳极氧化后封孔处理;
(l0)将上述铝合金表面感光油墨去除)
2.根据权利要求1所述的铝合金表面处理方法,其特征在于,所述步骤(1)中:铝合金为1系列或2系列或5系列或6系列或7系列的铝材。
3.根据权利要求1所述的铝合金表面处理方法,其特征在于,所述步骤(3)中:脱脂剂的浓度为5%一8% 。
4.根据权利要求1所述的铝合金表面处理方法,其特征在于,所述步骤(3)之后,步骤(4)之前,还包括步骤:将脱脂后的铝合金出光处理以去除表面氧化膜,并将出光处理后的铝合金中和处理。
5.根据权利要求4所述的铝合金表面处理方法,其特征在于,上述中和处理采用浓度为20一40%的硝酸溶液,以去除出光处理时所形成的氢氧化物黑灰。
6.根据权利要求1所述的铝合金表面处理方法,其特征在于,所述步骤(4)及步骤(9)中:酸液槽中氧化槽液为硫酸,电压为14伏,氧化槽液温度为18—20℃,处理时间为20一40分钟。
7.根据权利要求1 所述的铝合金表面处理方法,其特征在于,所述步骤(5)之后,步骤(6)之前,还包括步骤:将封孔处理后的铝合金水洗,再对铝合金表向进行烘烤。
8.根据权利要求1所述的铝合金表面处理方法,其特征在于,所述步骤(6)中感光油墨为耐酸碱且耐喷砂的油墨。
9.根据权利要求1所述的铝合金表面处理方法,其特征在于,所述步骤(8)中:采用自动喷砂机对铝合金进行喷砂处理。
10.根据权利要求1所述的铝合金表面处理力法,其特征在于,所述步骤(8)之后,步骤(9)之前,还包括步骤:将喷砂处理后的铝合金碱咬处理,再将铝合金工件化抛及中和处理。
11.根据权利要求l所述的铝合金表面处理方法,其特征在于,所述步骤(9)中:第二次阳极氧化时阳极氧化膜的厚度控制在8一10μm,光泽度控制在13—17。
12.根据权利要求l所述的铝合金表面处理方法,其特征在于,所述步骤(10)中:采用有机溶剂或脱漆剂将油墨去除。
13.一种铝合金表面处理产品,其特征在于,该铝合金表面处理产品为如权利要求l一12中任一项所述的铝合金表面处理方法处理后产生的铝合金产品。
说明书:
铝合金表面处理方法及其产品
【技术领域】
本发明涉及一种铝合金表面处理方法及其产品,具体涉及一种在铝合金表面获得镜面效果和砂面效果的表面处理方法及其产品。
【背景技术】
具有砂面效果或镜面效果的铝合金阳极氧化产品已广泛应用于电子、通讯及消费类产品领域,而且深受客户的喜爱。
然而,目前市场上的产品,大多数只有一种砂质感的效果,或者只有一种镜面效果,同时兼具砂质感和镜面效果的产品几乎没有。
有鉴于此,实有必要提供种铝合金表面处理方法,以使在铝合金产表面既获得镜面效果,又获得砂面效果。
【发明内容】
鉴于以上问题,本发明的目的是提供种铝合金表面处理方法及其产品,从而在铝合金产品表面得到镜面效果兼具砂面效果。
为了达到上述目的,本发明提供种铝合金表面处理方法,共包括以下步骤:
(1)将铝合金冲压成型至所需形状;
(2)将冲压成型后的铝合金机械抛光,达到镜面效果;
(3)在脱脂剂中对机械抛光后的铝合金脱脂处理,去除表面油脂;
(4)将脱脂处理后的铝合金置入酸液槽中进行第一次阳极氧化:
(5)将上述第一次阳极氧化后的铝合金置于染料中染色,并于染色后进行封孔处理:
(6)在上述染色并封孔处理后的铝合金表面丝网印刷感光油墨,并曝光、显影及光固化处理;
(7)将上述光固化后的铝合金在碱性溶液中退氧化膜处理,以去除未印刷感光油墨区域的氧化膜及染料;
(8)将退氧化处理后的铝合金喷砂处理,以使未印刷感光油墨区域出现砂质感;
(9)将上述喷砂处理后的铝合金第二次阳极氧化处理,并在第二次阳极氧化后封孔处理;
(10)将上述铝合金表面感光油墨去除。
特别地,所述步骤(l)中:铝合金为1系列或2系列或5系列或6系列或7系列的铝材。
特别地,所述步骤(3)中:脱脂剂的浓度为5%一8%。
特别地,所述步骤(3)之后,步骤(4)之前,还包括步骤:将脱脂后的铝合金出光处理以去除表面氧化膜,并将出光处理后的铝合金中和处理。
特别地,上述中和处理采用浓度为20一40%的硝酸溶液,以去除出光处理时所形成的氢氧化物黑灰。
特别地,所述步骤(4)及步骤(9)中:酸液槽中氧化槽液为硫酸,电压为14伏,氧化槽液温度为18一20℃,处理时间为20一40分钟。
特别地,所述步骤(5)之后,步骤(6)之前,还包括步骤:将封孔处理后的铝合金水洗,再对铝合金表面进行烘烤。
特别地,所述步骤(6)中感光油墨为耐酸碱且耐喷砂的油墨,较佳为UV固化油墨。
特别地,所述步骤(8)中:采用自动喷砂机对铝合金进行喷砂处理。
特别地,所述步骤(8)之后,步骤(9)之前,还包括步骤:将喷砂处理后的铝合金碱咬处理,再将铝合金化抛及中和处理。
特别地,所述步骤(9)中:第二次阳极氧化时阳极氧化膜的厚度控制在8一l0μm,光泽度控制在13一17。
特别地,所述步骤(l0)中:采用有机溶剂或脱漆剂将油墨去除。
本发明还提供一种铝合金表面处理产品,其为上述经过铝合金表面处理方法处理后产生的铝合金产品。
相较于现有技术,本发明的铝合金表面处理方法及其产品,采用机械抛光的方式获得具有高反射率的镜面效果,同时进行阳极氧化以便提高产品的耐喷砂性能,并对产品进行喷砂处理,使产品表面兼具镜面效果和喷砂效果,使产品的外观更具美感和产体感,进一步使产品的外观更加绚丽多姿及更具层次感。
【附图说明】
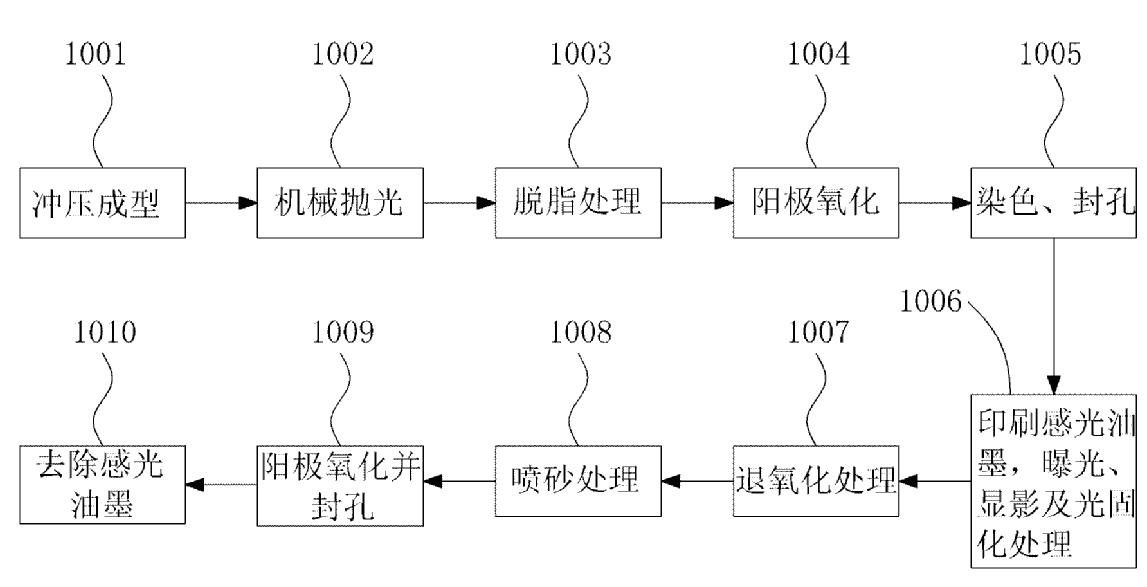
图1绘示本发明铝合金表面处理方法的流程图。
【具体实施方式】
为对本发明的目的、方法步骤及功能有进步的了解,请参阅图1,并详细说明如下:
本发明提供种铝合金表面处理方法,其包括以下步骤:
步骤l001:将铝合金冲压成型至所需形状,该铝合金可为l系列或2系列或5系列或6系列或7系列的铝材;
步骤1002:将冲压成型后的铝合金机械抛光,达到镜面效果;
步骤1003:在浓度为5%—8%的脱脂剂中对机械抛光后的铝合金脱脂处理,去除表面油脂及抛光蜡;将脱脂后的铝合金出光处理以去除表面氧化膜,并将出光处理后的铝合金中和处理,中和处理采用浓度为20—40%的硝酸溶液,以去除出光处理时所形成的氢氧化物黑灰;
步骤1004:将上述处理后的铝合金置入酸液槽中进行第一次阳极氧化,酸液槽中氧化槽液为硫酸,电压为14伏,氧化槽液温度为18一20C,处理时间为20一40分钟,第一次阳极氧化后铝合金表面得到一层阳极氧化膜;
步骤1005:将上述第一次阳极氧化后的铝合金置于染料中染色,以便获得不同的颜色,该染料可为红色、黑色或褐色,并于染色后进行封孔处理,以将第一次阳极氧化时所得的阳极氧化膜层封闭处理,以便提高阳极氧化膜的耐腐蚀性能:将封孔处理后的铝合金水洗,再对铝合金表血进行烘烤;
步骤l006:在上述处理后的铝合金表面丝网印刷感光油墨,以获得不同图案效果,并曝光、显影及光固化处理,其中所述感光油墨为耐酸碱且耐喷砂的油墨,较佳为UV固化油墨;
步骤l007:将上述印刷后的铝合金在碱性溶液中退氧化膜处理,此时没有印刷感光油墨的区域就起腐蚀反应,使未印刷感光油墨区域表面的氧化膜去除,同时也会将阳极氧化膜层中所吸附的染料脱除,从而使印刷感光油墨区域突显出来;
步骤l0 O8:将处理后的铝合金采用自动喷砂机喷砂处理,以使未印刷感光油墨区域出现砂质感,从而获得具有砂质感的图案或文字;将喷砂处理后的铝合金碱咬处理以去除砂质感区域的阳极氧化膜,再将铝合金化抛处理以提高工件的光泽性,化抛处理后再中和处理以去除化抛形成的酸泥;
步骤1009:将上述处理后的铝合金第二次阳极氧化处理,第二次阳极氧化时,酸液槽中氧化槽液为硫酸,电压为14伏,氧化槽液温度为18—20℃,处理时间为20一40分钟,阳极氧化膜的厚度控制在8一10μm,光泽度控制在13—17,并将第二次阳极氧化后的铝合金封孔处理;
步骤1010:采用有机溶剂或脱漆剂将上述铝合金表面感光油墨去除,最终获得的铝合金表面即具备高光效果又兼具砂质感的图案或文字。
本发明还提供一种铝合金表面处理产品,其为上述经过铝合金表面处理方法处理后产生的铝合金产品。
请参阅下表,下表为经过本发明铝合金表面处理方法处理后产生的铝合金产品的性能测试表。
相较于现有技术,本发明的铝合金表面处理方法及其产品,采用机械抛光的方式获得具有高反射率的镜面效果,同时进行阳极氧化以便提高产品的耐喷砂性能,并对产品进行喷砂处理,使产品表面兼具镜面效果和喷砂效果,使产品的外观更具美感和立体感,进一步使产品的外观更加绚丽多姿及更具层次感
需指出的是,本发明不限于上述实施方式,任何熟悉本专业的技术人员基于本发明技术方案对上述实施例所作的任何简单修改、等同变化与修饰,都落入本发明的保护范围内。
| 膜厚 | 光泽度 | |
| 镜面效果部分 | 9—11μm | 95—115 |
| 砂质效果部分 | 8—10μm | 13—17 |
