
草酸-硼酸电解液中铝合金阳极氧化的研究
草酸-硼酸电解液中铝合金阳极氧化的研究
王桂香,郭旖旎,王晓龙,杨瑞芳,张晓红
(哈尔滨工程大学材料科学与化学工程学院,黑龙江哈尔滨150001)
摘要:在草酸硼酸电解液中,采用恒流模式对铝合金进行阳极氧化。通过正交实验,选定最佳电解液配方为:草酸0. 075mol/L,硼酸0.025mol/L,电流密度1.25 A/dm2。在此条件下获得的阳极氧化膜较厚且可明显提高基体的耐蚀性。其中,草酸和硼酸对实验结果影响较大,电流密度对实验结果影响相对较小。
0 前言
铝合金具有密度小、质量轻、导热性和导电性好等特点,是目前工业中使用量仅次于钢铁的第二大类金属材料。但铝合金材料硬度低、耐磨性差,常发生腐蚀破损。为了提高铝合金的耐磨性、耐蚀性以及电绝缘性,常对其进行阳极氧化。在目前常见的阳极氧化方法中,草酸阳极氧化膜具有良好的耐蚀性、耐磨性和电绝缘性,但草酸法的成本较高,电能消耗较大,使其应用受到限制。研究表明:通过使用混合酸电解液、脉冲电流、添加剂等方式可弥补使用纯草酸电解液的不足,获得符合工艺要求的阳极氧化膜。
本实验在草酸—硼酸电解液中,采用恒流模式对铝合金进行阳极氧化处理。通过正交实验优选出最佳的电解液配方,并对所得阳极氧化膜的性能进行分析。
1 实验
1.1 实验材料
实验所用材料为2024铝合金,其主要成分的质量分数为:Si 0.5%,Fe 0.5%,Cu 3.8%~
1.2工艺流程
打磨→抛光→蒸馏水洗→碱洗→蒸馏水洗→酸洗→蒸馏水洗→阳极氧化→蒸馏水洗→干燥
1.3 阳极氧化
阳极氧化在室温下进行,采用直流稳压电源,最大输出电压为310 V,最大输出电流为10 A。以不锈钢为阴极,以2024铝合金试片为阳极。将前处理后的试样放入由草酸和硼酸组成的混合酸电解液中,采用恒流模式进行阳极氧化处理,成膜时间为25 min。处理后的试样经蒸馏水冲洗并干燥。
1.4测试方法
(1)厚度测试
采用TT 230型覆层测厚仪测量膜层厚度,取6个点的平均值作为膜层的平均厚度。
(2)点滴实验
将检验液滴在阳极氧化膜表面,检验液透过膜层与铝合金基体发生反应,使点滴表面变成绿色。检验液配方为:浓盐酸25 mL,K2Cr2O7 3g,H2O 75 mL。
采用CHI 760B型电化学工作站在室温下测试极化曲线和电化学交流阻抗谱。采用三电极体系,工作电极为待测试样(暴露面积为1cm2),参比电极为饱和甘汞电极,辅助电极为1cm2的铂片,腐蚀介质为质量分数为3.5%的氯化钠溶液。极化曲线的测试条件为:扫描速率0. 01 mV/s,初始电位-1.5 V,结束电位1.0V。电化学交流阻抗谱测试的条件为:初始电位为系统开路电位,频率范围0. 01 Hz--0.1 MHz,用ZsimpWin分析软件系统对谱图进行模拟分析,通过模拟等效电路来分析腐蚀行为。
1.5 正交实验设计
选取草酸、硼酸和电流密度为3个因素,采用L16(43)进行正交实验优化电解液配方。
2 结果与讨论
2.1 正交实验结果
2.1.1 工艺优化
采用L16(43)正交实验,以阳极氧化膜的自腐蚀电流密度为评价指标,优化电解液配方。通过正交实验,选定最佳电解液配方为:草酸0. 075mol/L,硼酸0. 025mol/L,电流密度1.25 A/dm2。
2.1.2 影响因素分析
(1)草酸
草酸的浓度直接影响阳极氧化膜的生长速率和绝缘性。草酸的浓度较低时,电解电压非常高,而且草酸根离子对阳极氧化膜的亲和力变弱,氯离子等杂质的影响变大,容易产生电解腐蚀、凹痕等缺陷;草酸的浓度较高时,阳极氧化膜变得疏松,膜层的溶解速率加快,绝缘性及其他性能降低。
(2)硼酸
硼酸的浓度主要对阳极氧化膜的阻挡层和多孔层的结构产生影响。其浓度增加,可改善膜层的外观和降低氧化还原反应的速率,获得更加致密、耐蚀性更好的阳极氧化膜。
(3)电流密度
在阳极氧化过程中,阳极氧化膜处在一个阳极生成/电解液溶解的动态平衡中,只有当生成速率大于溶解速率时,才会形成阳极氧化膜。电流密度过小时,膜层较薄,耐蚀性、耐磨性较差;电流密度过大时,反应速率过快,造成氧化反应不均匀,膜层的粗糙度增加,同时电能消耗较大。
2.2 膜层性能分析
图1为空白试样与最佳配方所得阳极氧化膜的Tafel极化曲线。表1为空白试样与最佳配方所得阳极氧化膜的性能比较。由表1可知:与空白试样相比,最佳配方所得阳极氧化膜的自腐蚀电位正移了0. 399 V,自腐蚀电流密度降低了3个数量级,且点滴时间明显变长。
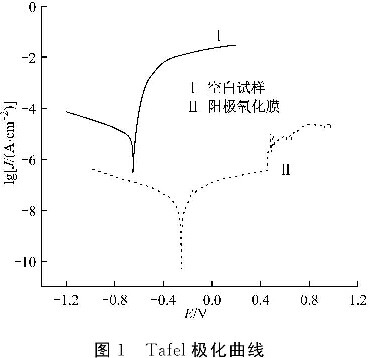
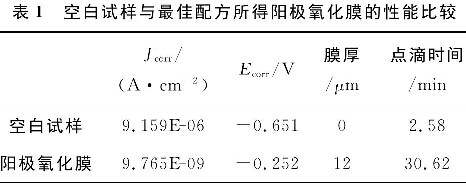
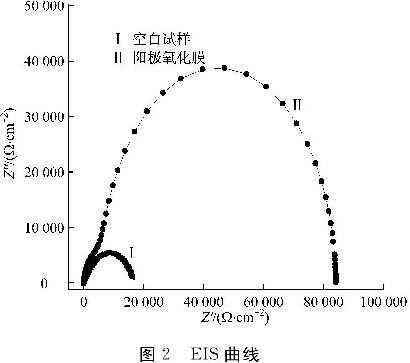
图2为空白试样与最佳配方所得阳极氧化膜的EIS曲线。用容抗弧半径的大小表征阳极氧化膜的耐蚀性,容抗弧半径越大,阳极氧化膜的耐蚀性越好。由图2可知:阳极氧化膜的容抗弧半径大于空白试样的,表明阳极氧化膜的膜层电阻较大,腐蚀介质很难与基体接触,表现出良好的耐蚀性。
通过Tafel极化曲线、EIS曲线、点滴实验可以看出:最佳配方所得阳极氧化膜的耐蚀性明显优于空白试样的。这表明采用直流稳压电源,运用阳极氧化法在铝合金表面形成的绝缘氧化膜可明显改善基体的耐蚀性。
3 结论
通过正交实验,选定最佳电解液配方为:草酸0. 075mol/L,硼酸0.025mol/L,电流密度1.25A/dm2。在此条件下获得的阳极氧化膜较厚且可明显提高基体的耐蚀性。其中,草酸和硼酸对实验结果影响较大,电流密度对实验结果影响相对较小。
