
铝阳极氧化交流电解着金黄色
铝阳极氧化交流电解着金黄色
王守斌1,赵守诚1,吴志申1,李省2
(1.河南大学化学化工系;2.开封医专 )
一、前言
铝或铝合金表面经阳极氧化后,可得到优良的防护膜,再在无机盐溶液中电解着色,可形成各种各样的颜色。在防护性能方面,能明显改善铝材的抗腐蚀性、耐磨性及经受大气影响的能力;在装饰性能方面,能模拟贵金属或半贵金属工艺制品,美化仪表外壳,改善建筑物的内部和外观。
目前,铝材的着色方法很多,而以交流电解着色法效果最好。交流电解着色的原理是将经阳极氧化处理形成氧化膜的铝材置于无机盐溶液中,在交流电作用下,盐溶液中的金属离子沉积于铝氧化膜孔底部的阴挡层上,在光照下从孔底金属沉积物上反射出来的光与在膜表面上的反射光发生干涉作用,从而产生颜色。控制不同的电解着色条件,可使金属在氧化膜孔中沉积的厚度不同,光的干涉作用不同,因此可得不同的颜色。一般用锰盐、银盐、高锰酸钾可得金黄色。
二、工艺流程及溶液配方
1、工艺流程
机械抛光→水洗→化学除油→水洗→中和出光→水洗→电解抛光→水洗阳极氧化→水洗→电解着色→水洗→开水封闭→自然风干
2、溶液配方
(1)化学除油:15~20%(质量)的NaOH蒸馏水溶液。
(2)中和出光:浓硝酸(d1.42)与蒸馏水等体积混合溶液。
(3)电解抛光:H3PO4 70~75%(质量),CrO3 10~15%,H2O 10~20%。
(4)阳极氧化:硫酸(d1.84) 180~220g/L,草酸20~30g/L蒸馏水。
(5)电解着色:硫酸(d1.84) 7~10g/L,高锰酸钾1. 3~1. 7g/L蒸馏水。
三、操作规范
1、机械抛光。先用普通砂纸或纱布将铝材表面氧化物打掉,再用金相砂纸或软布将铝材表面磨至光亮且无明显痕迹,然后用蒸馏水清洗。
2、化学除油。若铝件表面油污较多,则可影响氧化膜的质量及着色效果,故需进行除油。将机械抛光后的铝件放入除油液中浸泡30秒,溶液温度为40~60°C,取出后用蒸馏水洗。
3、中和出光。除油后的铝件立即放入出光液中,浸泡15秒,取出后用蒸馏水洗。
4、电解抛光。中和出光后的铝件立即上挂具置入电解抛光液,以铝件为阳极,不锈钢板为阴极进行直流电解抛光。操作条件为:电压12~18V,阳极电流密度0.7~1.0A/dm2,温度70~80°C,时间5~10min,取出后用蒸馏水清洗。
5、阳极氧化。该工序的作用是在铝件表面形成有一定厚度的质量优良的多孔性氧化膜,对铝件的耐蚀性及以后的着色效果均有很大影响。是整个工艺的关键工序。操作条件:电压14~16V,温度15~25°C,时间25~30min,阳极电流密度0.7~1.0A/dm2。阳极:铝件,阴极:铅板。氧化结束后即用蒸馏水冲洗。
6、电解着色。电压4~12V,时间12~20min,温度15~25℃,对电极:不锈钢板。对电极的大小应视铝件大小而定,一般对电极与铝件面积之比以1:1为好。
7、开水封闭。为了提高着色后的膜硬度,改善铝材的耐磨性、耐腐蚀性及颜色的耐久性,采用开水封闭氧化膜的松孔,将着色后的铝件在蒸馏水中煮沸2-5分钟即可达封闭要求。着色膜可与水起水化作用,生成含水氧化铝。水化后氧化膜原有的体积增大,促使氧化膜的孔隙显著缩小,从而可增加铝材着色后的耐蚀能力和硬度。
四、电解着色的条件
对电解着色液做了几种工艺参数的试验,测定了电压、时间、温度及KMnO4浓度对着色效果的影响。着色前的各工序均按上述条件的中间值处理。
1、电压范围。取硫酸10g/L,KMnO4 1.5g/L的溶液作着色液,控制温度为20±1℃,着色时问15min,改变着色电压,测得结果见表1

结果表明,在2V以下、14V以上均不能着色,在4~12V之间可得较为满意的金黄色。
2、着色时间。在上述着色条件下,取着色电压为10V,得出着色时间与色调的关系见表2。
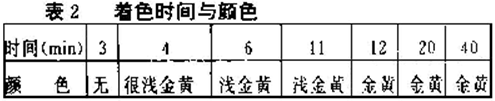
结果表明,在11分钟以下,效果不好,在12分钟以上可得较好的金黄色。延长着色时间,颜色无明显变化。为节省电能,着色时间不应太长,以12~20分钟为宜。
3、着色温度。用上述着色液,着色电压10V着色时间15min,在15℃以下,着色较淡,25℃以上,着色较深,在15~25℃之间可得较好的金黄色。
4、KMnO4浓度。着色温度为20℃,时间15min电压10V,硫酸含量10g/L,当KMnO4在1.2g/L以下时,不能着色,在1.8g/L以上时颜色略深,KMnO4含量为1.3~1.7g/L时,颜色较好。
按所选择的配方及操作条件,可在铝材表面得到令人满意的金黄色,对铝材起到防护和装饰作用。本工艺重现性好,条件易于控制。随着铝材的大量使用,本工艺将有广阔的应用前景。
