
铝材表面脱脂除油清洗剂的研究
铝材表面脱脂除油清洗剂的研究
王奋善,路瑞林,杨小杰,陈 勇
(甘肃蓝星清洗科技有限公司,甘肃兰州730060)
摘要:开发出一种新的铝材脱脂除油清洗剂。该铝材脱脂除油清洗剂既保证了脱脂效果,又减缓了清洗液对铝材质设备的腐蚀。在50℃条件下脱脂除油率可达到98%以上,而该清洗液对铝材的腐蚀率小于1g/m2.h)。
前言
在清洗工程中,常常会遇到很多材质复杂的设备,有些是单一的材料,有些则是合金类的,还有设备由多种材料制造,而铝及铝合金设备或配件在清洗过程中,无论是酸洗还是脱脂除油清洗都会遇到腐蚀的问题。在脱脂除油清洗时,其他材质的设备则不存在这个问题。其主要原因就是铝属于两性物质,既可以与酸反应,也可以与碱反应,在热水中甚至可与水发生缓慢的反应。
铝与酸的反应:2Al+6H+ =2Al3++3H2↑;
铝与碱的反应:2Al+20H- +2H2O=2AlO2- +3H2↑;
铝与热水的反应:2Al+6H2O =2Al(OH)3+3H2↑(反应缓慢)
脱脂除油一般都是用碱性物质来清洗。在清洗过程中,用碱性清洗剂作为脱脂除油清洗的主剂,无论是从清洗效果还是清洗成本上来说都是比较实用的,但是要想严格控制腐蚀率是比较困难的。在此背景之下,通过试验,采用表面活性剂以及部分乳化剂及无机盐类物质进行复配,保证其呈中性或弱碱性的状态下仍然有较好的脱脂除油效果,并且在保证脱脂清洗效果的同时也减少了清洗液对铝及铝合金材质的腐蚀问题。
铝与酸的反应:2Al+6H+ =2Al3++3H2↑;
铝与碱的反应:2Al+20H- +2H2O=2AlO2- +3H2↑;
铝与热水的反应:2Al+6H2O =2Al(OH)3+3H2↑(反应缓慢)
脱脂除油一般都是用碱性物质来清洗。在清洗过程中,用碱性清洗剂作为脱脂除油清洗的主剂,无论是从清洗效果还是清洗成本上来说都是比较实用的,但是要想严格控制腐蚀率是比较困难的。在此背景之下,通过试验,采用表面活性剂以及部分乳化剂及无机盐类物质进行复配,保证其呈中性或弱碱性的状态下仍然有较好的脱脂除油效果,并且在保证脱脂清洗效果的同时也减少了清洗液对铝及铝合金材质的腐蚀问题。
1 试验方法
1.1 试验材料及仪器
试验仪器:电子分析天平、恒温水浴锅、恒温鼓风烘箱、常规玻璃仪器。
试验材料:铝材质试片、废油(硬脂矿物油、防锈油、润滑油)、工业级脱脂用无机盐,表面活性剂、乳化剂等。
1.2 试验条件
整个试验过程均以静态进行,水浴温度30~80℃。
1.3 试验材料准备
1.3.1 带有油脂的铝材质试片
将铝材质试片表面用酒精清洗干净,干燥恒重。用电子分析天平称重,精确到0.001g,质量记录为m0。在试片表面均匀涂抹一层油脂,挂在支架上,放入烘箱中,在105℃左右烘烤72h。干燥恒重后在电子分析天平上称重,精确到0. 00lg,质量记录为m1。
1.3.2 脱脂除油剂的配制
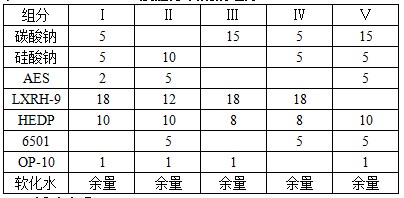
脱脂除油剂的配制均按百分比计算。具体配比如表1所示。
表1 脱脂除油剂的组分(%)
1.4 试验步骤
(1)将脱脂除油剂按5%的比例分别加入到500mL水中,放入恒温水浴锅中,将试验温度分别设定为(20±2)℃(室温)、30℃、50℃、80℃。
(2)将事先处理好的铝材质试片分别挂入烧杯中,用细尼龙绳悬挂。每个烧杯中挂3片,其中一片为涂抹油脂的试片,另外两片为洁净试片。
(3)所有试片挂好以后,记录各个烧杯中的试片编号以及挂入试片的时间,并注意随时观察除油效果。
(4)试片悬挂8h后,从每个烧杯中取出一片没有涂油的试片。16h后再将其它两个试片取出。表面没有涂油的试片取出后用酒精擦洗,冷风吹干,放入干燥器中干燥恒重后称重,记录称重质量为m2。表面涂油的试片取出后先用清水冲洗,冷风吹干,放入干燥器中干燥恒重后称重,记录称重质量为m3,再用酒精擦洗表面,冷风吹干,放入干燥器中干燥恒重后称重,记录称重质量为m2。
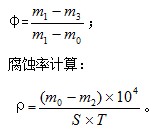
(5)计算除油率及腐蚀率,公式如下。
除油率计算:
(1)将脱脂除油剂按5%的比例分别加入到500mL水中,放入恒温水浴锅中,将试验温度分别设定为(20±2)℃(室温)、30℃、50℃、80℃。
(2)将事先处理好的铝材质试片分别挂入烧杯中,用细尼龙绳悬挂。每个烧杯中挂3片,其中一片为涂抹油脂的试片,另外两片为洁净试片。
(3)所有试片挂好以后,记录各个烧杯中的试片编号以及挂入试片的时间,并注意随时观察除油效果。
(4)试片悬挂8h后,从每个烧杯中取出一片没有涂油的试片。16h后再将其它两个试片取出。表面没有涂油的试片取出后用酒精擦洗,冷风吹干,放入干燥器中干燥恒重后称重,记录称重质量为m2。表面涂油的试片取出后先用清水冲洗,冷风吹干,放入干燥器中干燥恒重后称重,记录称重质量为m3,再用酒精擦洗表面,冷风吹干,放入干燥器中干燥恒重后称重,记录称重质量为m2。
(5)计算除油率及腐蚀率,公式如下。
除油率计算:
式中:φ-除油率,%;
ρ-腐蚀率,g/(m2·h);
m0-试片起始质量,g;
m1-试片涂油后质量,g;
m2-实验结束后试片质量,g;
m3-脱脂除油结束后试片质量,g;
S-试片表面积,cm2;
T-试验时长,h。
ρ-腐蚀率,g/(m2·h);
m0-试片起始质量,g;
m1-试片涂油后质量,g;
m2-实验结束后试片质量,g;
m3-脱脂除油结束后试片质量,g;
S-试片表面积,cm2;
T-试验时长,h。
2 试验结果与分析
2.1 试验结果
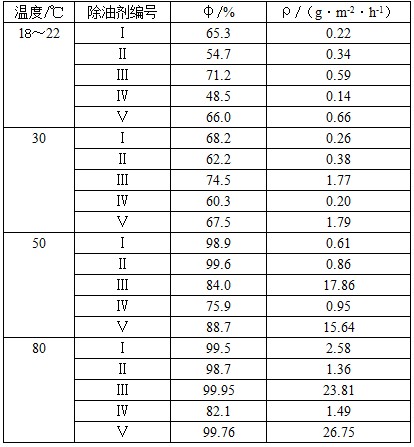
试验结果如表2所示。
表2 不同配方脱脂除油剂的除油率和腐蚀率
2.1 试验结果
试验结果如表2所示。
表2 不同配方脱脂除油剂的除油率和腐蚀率
2.2 试验分析
对以上数据进行总结分析,如图1、图2所示。
对以上数据进行总结分析,如图1、图2所示。
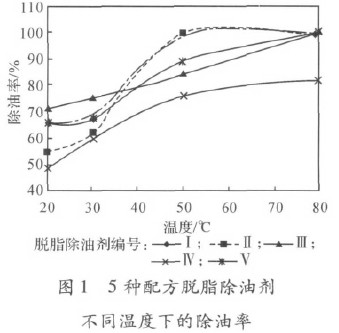

通过图1可以看出,Ⅳ号脱脂除油剂的效果较差,可以完全放弃。在剩余的4种脱脂剂中,在80℃时均表现出良好的脱脂效果,除油率达到95%以上;而且在50℃时,Ⅰ、Ⅱ号脱脂除油剂的脱脂效果是最好的,分别为98. 9%、99. 6%。完全可以满足正常脱脂除油的需求。
图2是在脱脂除油过程中清洗液对铝材的腐蚀情况。可以看出,Ⅲ、Ⅴ号脱脂除油剂的腐蚀率非常高,故不适合对铝材做脱脂处理。Ⅰ、Ⅱ、Ⅳ号脱脂除油剂相比较,在50℃时Ⅰ、Ⅱ号脱脂除油剂的腐蚀率均小于1g/(m2·h),Ⅳ脱脂除油剂虽然腐蚀率为0. 95l g/(m2·h),没有超过1g/(m2·h),但是Ⅳ号脱脂除油剂的除油效果不理想。在80℃时Ⅰ脱脂剂的腐蚀率为2. 58g/(m2·h)。如果以这样的腐蚀速率进行计算,假设脱脂工艺在50℃下持续了24h,则Ⅰ号脱脂除油剂的腐蚀总量为14. 64 g/m2,而Ⅱ号脱脂除油剂的腐蚀总量为20. 64 g/m2。
使用I、Ⅱ号脱脂除油剂进行脱脂除油实验。实验结束后,试片表面用肉眼观察,并没有发现很明显的油垢残留和腐蚀现象。见图3。
3 结论
Ⅰ、Ⅱ号脱脂除油剂可以满足铝及铝合金的脱脂除油清洗工艺。在清洗过程中,应满足以下工艺条件:
(1)清洗剂投加质量分数应根据油垢的具体量控制在3%~8%之间;
(2)清洗温度应控制在50℃左右,清洗时间根据清洗现场的具体情况控制在18~36 h为宜。
(3)由于配方中有部分表面活性剂,所以在清洗过程中会产生部分泡沫,但不会影响产品的使用性能,必要时可加入一定量的消泡剂。
(4)该产品本身呈碱性,PH为8.5~11.0,但在使用过程中呈弱碱性,PH为7.5~9。
Ⅰ、Ⅱ号脱脂除油剂可以满足铝及铝合金的脱脂除油清洗工艺。在清洗过程中,应满足以下工艺条件:
(1)清洗剂投加质量分数应根据油垢的具体量控制在3%~8%之间;
(2)清洗温度应控制在50℃左右,清洗时间根据清洗现场的具体情况控制在18~36 h为宜。
(3)由于配方中有部分表面活性剂,所以在清洗过程中会产生部分泡沫,但不会影响产品的使用性能,必要时可加入一定量的消泡剂。
(4)该产品本身呈碱性,PH为8.5~11.0,但在使用过程中呈弱碱性,PH为7.5~9。
下一篇: 铝的硫酸除油法
